PLATTS
TEXTILE MACHINERY MAKERS
CIVIC LEADERS IN OLDHAM
COUNTRY SQUIRES IN NORTH WALES
R. H. EASTHAM

The Platt Coat of Arms
To Margaret, with thanks for immense help
Contents
Chapter I - The Starting Point — Henry Platt
Chapter II - Foundations Set - Hibbert & Platt
Chapter III - Elijah Hibbert and Hartford New Works
Chapter IV - Onward – Platt Brothers & Company
Chapter V - The Platt Brothers: John & James
Chapter VI - Settlement in Llanfairfechan — Bryn-y-Neuadd
Chapter VIII - Gorddinog — Colonel Henry Platt
Chapter IX - The Zenith of Platt Brothers & Company Limited
Chapter X - Evolution — Samuel Radcliffe Platt
Chapter XI - Inter-War Years - Public Company and Merger
Chapter XII - Consolidation and New Approach
Chapter XIII - The Finish of the Welsh Estates – Eric James Walter Platt
Chapter XIV - The Climax of Platt Brothers & Company (Holdings) Ltd
Chapter XV - Stone-Platt Industries Limited
Chapter XVI - The Final Era - Platt International, Platt Saco Lowell and Scragg Division
Preface
The creation of the greatest textile machinery making business the world has so far seen by a branch of the Platt family of Saddleworth and the rise to eminence of those Platts in Oldham and North Wales on the success of the business can be dismissed as yet another story of people having been in the right place at the right time. In ordinary terms such a view is true so I write in an attempt to tell the story in some detail from the beginnings in the eighteenth century to the days when the business had become a large international company and to show how the influence and vast fortune the business generated benefitted not only the Platts themselves but many others along the way.
Notwithstanding these aims, I have, in order to keep the story simple, included technical and financial details and dates only as they are necessary to explain turns of events and to align the chronicles of the several aspects of the story.
The circumstances of my life made it possible to learn the facts, at first hand, in North Wales, in Oldham, at the Company in Oldham and elsewhere and in Saddleworth. Nevertheless, I would be remiss in the extreme, if I did not acknowledge my profound indebtedness to those meticulous past historians of Oldham. Edwin Butterworth and Hartley Bateson, and to the late Ogwen Williams, one time archivist to the former Caernarfonshire County Council with whom incidentally, I was at school, and a host of others for the provision or corroboration of some of the detail pertaining to the earlier part of the story. My thanks are made to Gwynedd Archives Service, Oldham Evening Chronicle, Oldham Local Studies Library, Peter Fox of Greenfield and Lloyd Hughes, of Llanfairfechan, for the use of photographs from their collections.
Reginald Eastham
C. Text, ATI, MI Mgt.
July 1994
Chapter
I - The Starting Point — Henry Platt
Saddleworth lies on the western side of the Pennines. The courses of the upper reaches of the River Tame and its early tributaries score the moorland to form an exceedingly hilly district. In the valleys are dotted the principal villages: Denshaw, Delph, Diggle, Dobcross, Uppermill and Greenfield. In the mid-eighteenth century Saddleworth was a part of the former West Riding of Yorkshire and perforce, came under the jurisdiction of remote Wakefield on the other side of the Pennines’ highest and bleakest hills which separated Saddleworth front the rest of Riding. Its ready intercourse, therefore, had to be with the more accessible Lancashire, particularly the town of Oldham, some six miles distant, and Manchester where, more conveniently, it could trade much of its traditional woollen cloth. Ecclesiastically, Saddleworth had long been tied westwards: a chapel had been built in the district, early in the thirteenth century, of which St Chad, Rochdale, was the mother church, and had been incorporated in the diocese of Chester in 1541 (The Manchester diocese was not divided out of Chester until 1848. Because of its circumstances Saddleworth had imbued its people with strong senses of independence and self sufficiency; the Platts were of these people.
The Platts were of yeomen stock, traceable to 1334 — Robert de Platte connected with the Manor of Quick. Traditionally the yeomen in Saddleworth had gained a living from a combination of the tilling and grazing of their mediocre land with the manufacture of woollen cloth in and about their dwellings. By the mid. eighteenth century some were turning to farming their land in a more efficient way, in so much as the benefits of the Agrarian Revolution could he applied to their marginal type land, others were becoming engaged in the operation of small woollen mills which were replacing the traditional domestic cloth industry, others still, were serving the community as tradesmen in a variety of ways. The Platts had followed these trends. The nature of the Platt family’s participation in the social life of the community is shown from entries in the Saddleworth Parish Vestry Book: Edmund Platt was a churchwarden in 1752, similarly James Platt in 1758 and Joshua and John Platt, respectively, in 1764 and 1767.

(The early chapel had been superseded by the church of St Chad and Saddleworth had become a parish). The broad Platt family was scattered about Saddleworth but for the purpose of this story no useful reason would be served by proceeding to include a detailed description of the connections between those Platts on whom the story centres and the broad family though, shortly, a key relationship is mentioned from which the connections can be established.
It stands to reason, somebody had made the simple machines on which yarn and cloth were produced under the long practised domestic system. This had been done by local craftsmen, in an ad hoc way, as the machines were required, even by the intending users themselves if they had the skills. Basically, the machines — the age old carding board (a hand comb), spinning wheel and handloom — were constructed from wood, only a modicum of vital parts being fashioned from metal. But change was the order of the day in the second part of the eighteenth century and amongst the earliest changes, spawned by the industrial Revolution, was the factory system, born from the example set by Richard Arkwright, for the processing of cotton fibres. The concentration of textile manufacture in “mills”, as the factories were termed, called for a more powerful and constantly transmitted means of prime movement — because of the features of the terrain the water wheel predominated the horse in Saddleworth —and, in turn, the machines to be operated in the mills needed to be of a more robust construction to align with the more powerful means by which they were to be driven. Furthermore, inventions had been, and were being, made which the factory system could exploit: Flying Shuttle (Kay), Carding Machine (Paul), Spinning Jenny (Hargreaves), Spinning by Rollers and the Waterframe (Arkwright) and the Mule (Crompton) a machine which ‘crossed” the principles of operation of the Jenny and the Water- frame. Inevitably, such a situation could only lead to the emergence of the specialist machinery maker, who, moreover, would have to be more adept at working in iron, from which material a much higher proportion of the machinery’s parts had now to be made. One such, a blacksmith, was making at Dobcross, in 1770, carding machines for the

Smithy adjoining Bridge House, Dobcross where the Platt family first made textile machinery.
The building carries a commemorative ‘Blue Plaque’.

The creator of the textile machinery making business, at Uppermill, in
1815, which became, in Oldham, in 1822, the firm Hibbert & Platt,
1839— Hibbert, Platt & Sons, 1854 — Platt Brothers & Company,
1868 — Platt Brothers & Company Limited (Reincorporated 1898),
1931 — Platt Brothers & Company (Holdings) limited and in 1958 -
Stone-Platt Industries Limited.
growing number of local woollen mills. The name of the blacksmith was Henry Plat. He (christened on 17 December 1732 and James Platt (christened on 19 October 1729), the heir to John Platt of Butterhouse, were brothers.
Henry Platt’s smithy adjoined his dwelling, Bridge House. a property which still exists, bearing witness that it must have been necessary to cut away the stone door-jambs to permit large parts of the machines to be extracted for delivery to the customer. In due course, Henry Platt came to have the assistance of his son, John, who after Henry’s death continued to serve the local community, as blacksmith and farrier, whilst extending the range of the textile machinery he made to include ‘Billies” (a devise for preparing the strands of textile fibres, after carding, into a condition more convenient for spinning) and looms. In turn, John Platt was joined in the smithy by three of his sons, one of whom was his grandfather’s namesake. This Henry Platt, who had been born at Dobcross, in 1793, was a young man determined to prosper, so, towards fulfilling his ambition, he removed , in 1815, to nearby Uppermill where, in the building afterwards used as the Waggon Inn, he created his own business. The business was intended to concentrate on the manufacture of textile machines, for the ever increasing number and size of woollen mills in Saddleworth, on a scale which had not been possible in the smithy at Dobcross. But his sights were redirected when a business visit to Oldham resulted in his being asked, by a third party, to make a carding machine for a cotton spinner, in the town named Samuel Radcliffe, who, later, was to have close ties with the Platts. In Oldham the new cotton industry had already eclipsed the age old woollen industry and was still growing, to those of the time, at an astonishing rate. Moreover, Oldham did not have, as did some of the other Lancashire cotton manufacturing towns, a textile machinery maker of any standing. In Bolton, a firm which had been founded in 1790 could already offer the cotton spinner the comprehensive range of machines he required in his mill. The founder was an Isaac Dobson and the firm, alter bearing several names, settled, in 1850, under the name Dobson & Barlow. In 1821, after just six years at Uppermill, Henry Platt along with his wife Sarah (nee Whitehead of Saddleworth Fold) whom he had married, in 1815, at St Chad Church, Saddleworth, and their first two children. Joseph and John, went to Oldham.
Chapter II - Foundations Set - Hibbert & Platt
Henry Platt set-up his business in a house at Ferney Bank, which lay on Huddersfield Road, in the north-east quarter of Oldham. It was a three storeyed building, the family living on the ground and first floors with the workshop contained on the top floor. To the family, such an arrangement would be familiar and acceptable since the yeoman dwellings, in Saddleworth, had long been occupied in such a way, save in the case of these the top floor had housed the hand looms on which the traditional woollen cloth was woven. He employed five or six men to assist him in the making of his carding machines which were finding a favourable acceptance with the cotton spinners of Oldham. Alter a year’s progress, one week-end, he found he had not enough money to pay his workmen — in to—day’s jargonistic parlance he was beset with a cash-flow problem — and he hastened to seek a loan from a Mr Noton, a man in matters financial, to tide him over his dilemma. Unfortunately, Mr Noton was unable to help but he assured Henry Platt all was not lost as Mr Noton(was expecting, at any minute, a person who, he felt sure, would be able to help. The person duly arrived. he was Elijah Hibbert, hailing from Ashton-under-Lyne, but now living and successfully connected with several engineering undertakings in Oldham, Elijah Hibbert and Henry Platt quickly realised a mutual appreciation, not on1y was the loan furnished, but from their meeting there came into being, within that year of 1822, the firm of Hibbert & Platt. The firm was to be the most rewarding connection Elijah Hibbert was ever to make.
Hibbert & Platt had been founded in time to benefit from the second surge in the growth of cotton manufacture. In fact, it has been recorded that in the years 1824-25, Oldham was, of all the cotton towns of Lancashire, the one in which the industry grew the fastest. Bigger new mills and enlarged existing mills were now driven by steam engines and the spinning machinery to he installed needed to be of a still more sophisticated standard for which the prime elements of the construction required to be from cast and wrought iron. The inefficiencies of and the hostility to the power loom had been overcome and, after 1824, this machine rapidly supplanted the hand loom.

The house at Ferney Bank, Oldham, where Henry Plan first setup his home and business after moving from Uppermill.
The power loom opened up for the machinery maker a vast new market, reinforced by the fact that the Mule could become the supreme spinning machine since it was able to produce warp and weft yarns of sufficient strength, in cotton, for the power loom. (Previously, warp yarns had had to be of linen. In response to these developments, under the wider commercial experience of Elijah Hibbert and the inborn ingenuity of Henry Platt, together with the engineering skills and unstinted industry of both men, the firm of Hibbert & Platt steadily flourished. Larger premises had to be found, at nearby Mount Pleasant, where 5O men were soon employed. The growth of Hibbert & Platts business continued dramatically for its machines had found renown in wider Lancashire from where the volume of orders swelled the demands of Oldham. Simultaneously, the firm had attained the position of being able to supply cotton spinners with every type of machine they needed at that time; the firm had become comprehensive. By 1829 the call for larger premises was pressing again and these were found at not too distant, Greenacres moor, a locality which was becoming widely industrialised. The building acquired was a former cotton mill, around which there was space available for expansion, and it was given the name Hartford Works.
Progress at this new site bounded apace, as anticipated, the adjacent existing buildings were acquired and new buildings were erected to house workshops and foundries as Hibbert & Platt, in order to eliminate its dependence on others for the supply of the multitudinous parts for its product machines, concentrated the manufacture of the parts in its own hands, often, by methods of production it had itself devised and on equipment designed and constructed on its own premises. Textile machinery makers frequently found they had to pioneer methods of mass production well before other branches of the nineteenth century engineering industry found these to be necessary, or those branches of industry with which they are, nowadays, popularly identified even existed — a single Mule comprised hundreds of identical spindles. By 1839 the workforce had approached 400 people when, in that year, it was decided to admit as partners Henry Platt’s two elder sons, Joseph and John. These two young men had worked in the business from an early age and though their formal education had been simple, their knowledge of the business and the technical learning it had brought were profound. Resulting from this move the name of the firm was changed to Hibbert, Platt & Sons.
In 1842, a branch line of the Manchester & Leeds Railway had reached Oldham from Manchester. The terminus was sited at Werneth on the first level ground at the head of a steep gradient and immediately in front of the hill which divided some of the western part of the town from the remainder. At that time, Hibbert, Platt & Sons was again sorely confronted with the need to expand its premises — Hartford Works now employed in the order of 500 people — and it was projected to build an entirely new additional works close to the railhead. Meanwhile, the year 1842 was marked for the Platts by two significant events, one most joyous, the other extremely sad: John, the second son of Henry Platt, married Alice Radcliffe and Henry Platt died. John Platt’s bride — whom he married at St James Church, Greenacres, Oldham — was the daughter of Samuel Radcliffe to whom Henry Platt had sold his first carding machine for cotton, before he had left Uppermill. Samuel Radcliffe who, at the time, was a bourgeoning cotton spinner had prospered and was, now, one of Oldham’s premier mill owners. During the intervening years the two families had been close friends and neighbours, each had its residence close to their factories at Greenacres moor. Henry Platt died in the November of the year at the age of 49. He was buried at Hope Chapel, Oldham, as was his widow eighteen years later. Unremitting hard work had been the denominator to the time Henry Platt had spent in the far from healthy environment of the Oldham of his day and each had taken its toll. Moreover, fate had decided he was not to benefit from the vast new opportunity which was to open up in the following year. Yet, he had prospered, and, above all, he had been so mightily instrumental in giving Oldham its textile machinery maker of standing.
An Order in Council, of 1843, abolished restrictions on the exporting of machinery to foreign countries and Hibbert, Platt & Sons was not slow to take advantage of the opportunities presented. Soon, its machinery — now widely acknowledged to be of a high and unequalled quality — was being sold abroad on an accelerating scale, particularly after the new works, at Werneth, which had been named Hartford New Works, came into operation in 1844. The ability to export its products had on the business of Hibbert, Platt & Sons an impact which can be gauged from figures recorded, jointly for the two works, at the end of 1846. These figures showed the annual rate of usage of cast iron had risen by 113% to just short of 5000 tons, coal consumption had doubled at 1O 000 tons and, whilst the workforce at the original works had remained at 500 people the new works had engaged a force of 400, thus, in the space of two years the total workforce of the firm had risen by 80%. It is not surprising to find contemporary observers referring to “the great works of the firm”. Sadly, the colossal success of these two years was marred by two untimely deaths, that of Joseph Plan, in 1845, from consumption, at the early age of 30, and, in the March of 1846, that of Elijah Hibbert, at the age of 45. The deaths of both men served, yet again, as a sharp reminder of the detrimental effect the conditions of an industrial town, of that era, had on those who dwelt and toiled in it. James Platt, the younger of Henry Platt’s, now living, two sons (the youngest son, Henry, had died when a boy) took the place of Joseph as a partner in the business and, in due course, his brother John, who was now the senior partner, and he entered into negotiation with the trustees of Elijah Hibbert’s estate to acquire Elijah Hibbert’s interest in the firm. This move came to fruition in 1854, when the brothers Platt took into partnership the firm’s cashier and two heads of departments. From this course of events the firm assumed the name Platt Brothers & Company, the name by which it was to be known, with two minor additions, for over a century.
Chapter
III - Elijah Hibbert and Hartford New Works
The association with Henry Platt, from which derived their great firm, was, undoubtedly, Elijah Hibbert’s most rewarding venture. Yet he had been involved in other ventures which, at the time of his death, caused him to be considered Oldham’s most successful entrepreneur in the field of engineering. The esteem in which he was held, in the town, was expressed by the tribute paid at his funeral, of which an account says: the procession from his home, Lyon House. to Oldham Parish Church comprised, unsolicited, more than 300 of his workmen and some 150 principal inhabitants, including the clergy, magistrates and other authorities. He had been made a county magistrate in 1839 and in the year before his death he had become the chairman of the Oldham District Railway Company. He was Henry Platt’s junior by eight years, so that when they met, in 1822, be was only 21, yet, was launched successfully, on his own account, in an iron and brass foundry, at Greenacres moor, and in another part of the town, not far from where Hartford New Works was to be sited, he was in partnership with his uncle, a Mr Tomlinson, in a millwright concern. But his crowning glory was to come, in the premature evening of his life, from the leading part he played in the planning and commissioning of Hanford New Works.
Hartford New Works was built, with its frontage on Fearherstall Road, on the north side of the railway with which it ran parallel down the gradient leading to Chadderton. Because it consisted entirely of new buildings the manufacturing plant was arranged, in the best possible fashion, to suit the types of machine it had been allocated to make from the firm’s overall range of products. Broadly, the machines which had been allocated were those which afforded the greatest degree of mass production methods to be used. These machines incorporated several lines of rollers (some precisely fluted on special purpose machine tools) running their full length and long ranks of identical production points — spindles. Generally, the frameworks were, comparatively, of a smaller and lighter nature which enabled the foundry facilities to be confined to a type most efficient for their particular production. Essentially, the allocation which had been decided meant it was the machines for the later end of the cotton spinning process which the new works was to make, which, moreover, were required in the mill in numbers greater than the heavier and bulkier machines comprising the earlier part of the process, the making of which was to remain at the original Hartford Works. (This allocation of the machines was, basically, to Continue until 1947).
In Hartford New Works the disposition of the work areas, machine tools and the arrangement of the line shafting system for driving them accorded with the best possible practice of the day — no doubt, Elijah Hibbert’s experience as a millwright had come into play. Hoists (lifts), passageways and stairways were positioned in the most efficient locations and care had been taken in arranging the lighting of the buildings; as much sky lighting as possible had been used. To administer, the Works was organised into departments, which, apart from the foundry, fell into two main categories, first those in which the various manufacturing operations (planing, shaping, milling, drilling, turning, polishing etc.) were performed on the host of parts which comprised the product machines and, second, those in which the fitters constructed the product machines. A foreman was placed in charge of each of the departments whose duty it was to superintend the work-force, at his disposal, and to ensure the work placed in his department was completed punctually and accurately. At the time of opening, the conception that was Hartford New Works led to it being acclaimed a showpiece engineering factory.
At this juncture, it might help if the simplest outline is given of the cotton spinning process, as it was, at the time the allocation of the product machines was made to the two works.
The first machines in the sequence opened and cleaned the cotton, taken from the bales in which it had arrived at the mill. The last machine, in this group (Scutcher), assembled the tufts of cotton, to which the hard pressed mass from the bales had been reduced, into a manageable rolled sheet (lap) for feeding to the next machine in the sequence which was the carding machine (Card).
The Card unrolled the sheet and fed the tufts onto the revolving cylinders, it contained, the surfaces of which were covered with wire points. Set close to the cylinder surfaces were other members of the machine, some of these also covered with wire points, others were equipped with knife-like edges. The combing and striking action thus caused on the tufts tore them apart allowing finer foreign impurities to fall out and, coincidentally, the fibre to be arranged to lie in a less tangled relationship. The machine assembled the fibres into a strand (sliver) which it delivered into a cylindrical can.
Manufacture of the foregoing machines was to remain at the original Hartford Works, at Greenacres moor. Although the Card was required in the mill in considerable numbers it included some heavy parts and, moreover, the cylinders, one of which was large, required foundry facilities alien to those which had been installed at the new works, at Werneth.
After the Card, the process was devoted to rendering the fibres in the strand more parallel, enhancing the regularity of the thickness of the strand and progressively reducing the thickness of the strand to that at which it was to be spun. These aims were achieved by passing the strand, which had issued from the previous operation, through a series of pairs of rollers, each pair revolving at a speed faster than that of the previous pair. (This was the essence of Arkwright’s invention, though his patent was contested on the grounds that he only harnessed a concept seen earlier by others. The machines which performed this part of the sequence were those which had been allocated to the new works.
The first machine (Drawframe) concentrated on making the fibres in the strand much more parallel and the strand, itself, much more regular in thickness. Normally, it did not reduce the thickness of the strand since a grouping of the strands from the Card (usually six in number) was passed through the pairs of rollers, the speeds of which were set in a ratio to draw the (six) individual strands into a single strand of thickness equal to that of the individual strands (doubling and drafting). The improved strand was, again, delivered into a cylindrical can. The operation was repeated according to the degree the fibres were to be rendered parallel and the degree of regularity required in the thickness of the strand.
The next series of machines — the Speedframes — continued the processes of doubling and drafting but the ratio of the speeds of the pairs of rollers was set such that the issuing strand was reduced to a thickness less than that of the strands led into the machines and nearer to the thickness the yarn was to be. The strand (Slubbing or Roving) produced on these machines was wound onto a bobbin, rotated on a spindle. The strand was fed to the first machine in the series (Slubber) from the cylindrical can produced at the Drawframe, subsequent machines, in the series, received the strand from the bobbin produced on the preceding machine.
The bobbin from the final machine in the preceding series (Rovingframe) was placed on the spinning machine (Mule). This machine, too, was equipped with rollers which, in fact, imparted the greatest amount of reduction in thickness to the strand to obtain the desired thickness (count) of the yarn. The yarn was formed as the strand received twist from the spindle onto which it was wound into a package (cop).
So perfect were the original inventions the process is little changed, in its essential elements, today.
Chapter
IV - Onward – Platt Brothers & Company
During the eight years between the death of Elijah Hibbert and the firm assuming the name Platt Brothers & Company progress was maintained at a phenomenal rate. The number of men employed rose from 900 to 2450, of which 750 were stationed at Hartford Works, Greenacres moor, and 1700 were stationed at Hartford New Works, Werneth. (The figures exclude boys). So expansive was the works at Werneth becoming, visitors, particularly from overseas, were astounded by what they beheld. The Company was now the largest employer in Oldham and the largest maker of cotton machinery in Lancashire and hence in the world. In attaining this status it had surpassed Dobson & Barlow, at Bolton, for so long the front runner in the business. From 1854 progress continued unabated so that by 1857 the company was able to offer the cotton manufacturing industry every type of machine it required for both spinning and weaving operations, an ability never to be matched by any competitor. Already, the dynamic leadership of John Platt was manifest, a leadership which was to become legendary.
John Platt had inherited the native Saddleworth ingenuity. He was the natural main spring for the Company’s continued exploration of the cotton spinning processes from the findings of which the techniques devised enabled the superiority of the Company’s product machines to be maintained. Patents were granted to him, often in co- ownership with members of his staff. At no time were John Plan’s innovative powers better demonstrated than during the cotton famine occasioned by the American Civil War. The spinning machinery in use in Lancashire had been prepared to process American fibre (staple) length cottons, but he adapted the machinery to process Indian and the other shorter fibre length cottons and averted for Oldham some of the distress the cotton manufacturing towns had had to endure. But that was not all, he developed machinery for the production of woollen and worsted textiles and so added to the Company’s range of products a line of machinery his forebears had originally set-out to make in a modest way. Platt Brothers & Company was now well on its way to becoming the undisputed, most substantial and comprehensive textile machinery maker the world has, so far, seen. John Platt travelled widely, not only as the Company’s premier salesman, but with an eye open for opportunities to exploit the local scenes and, in turn, of course, to holster the fortunes of the Company. The cotton ginning machine marked a significant example of such a policy when it was introduced into the Company’s line of products. The cotton ginning machine (Gin) is not used in the mill but in the cotton fields leading, in some instances, to it being classified as an agricultural machine. This machine separates the cotton fibres from the pod (boll) on which they grow, the pod having been handpicked from the plant. The machine in the “saw” form was invented in the USA in 1793, by Whitney and, later, McCarthy invented the “roller” form which did not damage the cottons with the longer (staple) fibres. Platt Brothers & Company was to make both forms; for manufacture they were allocated to the original works at Greenacres moor. Very quickly John Platt’s powers of invention were applied to the Gin for in the early eighteen-sixties he was filing applications for patents concerning the machine.
The combination of the enlarged range of products and the ever escalating volume in which they were being sold caused the workforce to rise, by 1872, to a total of 7 000. A growing number of the machines sold were replacements for the earlier, comparatively, primitive and less productive versions and the manufacture of power looms was approaching 300 machines per week, the greater part of which was destined for markets overseas. A loom fitter and his apprentice were required to build three looms every two days; it used to be said that all a loom fitter needed was a lead hammer and a stout pair of clogs. Yet the sheer increase in the size of the workforce was not the only measure taken to meet the fortunate demands the Company had placed upon it. The Company maintained its policy of concentrating, within its own hands, the manufacture of the component parts it needed for its machines, which were now vast in number and variety and made from an assortment of raw materials. So, in order to minimise the time taken to produce the parts, more and more machine tools and refined production methods were introduced. Again, to achieve this end, some of the machine tools were designed and manufactured by the Company on its premises. Tool Rooms, millwrights and general maintenance departments had become permanent establishments within the Company. So intense had the policy of self-sufficiency become, every nut, bolt and screw was made on the premises and, even, the taps and dies by which they were machined. (Although the screw threads were of Whitworth form the specification was the Company’s own and the items were identified by a numbering system peculiar to the Company Platt’s No. 1, Platt’s No. 2, Platt’s No. 3 etc.). The nuts, bolts and screws were but one example of the second string to the bow of the Company’s policy, namely to tie the customers to Platt Brothers for spare parts. Eventually, virtually the only items the Company was to bring into its works were the raw materials and it was this approach to self-sufficiency, and the scale of the production capacity it generated, which astonished visitors.
Both Works came to have direct access to the railway after the line had been extended from Werneth into the heart of the town. (Tunnels had been driven through the hill, at Werneth, by the, newly formed, Lancashire and Yorkshire Railway Company in 1847). The town’s new main station had been sited at Mumps from whence, in due course, the line was extended via Shaw, Newhey and Milnrow to Rochdale. At a point shortly after leaving Mumps, for Shaw, sidings had taken off the line to form Hartford goods yard and from this goods yard a private line continued, across Derker Street, into the Company’s Hartford Works. The sets of private railway sidings installed at the Platt Brothers & Company’s two works were, by far, the most extensive in Oldham, that at Werneth being virtually a miniature railway in itself. In fact, the siding at Hartford New Works was a loop line which left the main-line, from Middleton Junction, at a point on the gradient, which ran alongside the Works, and re-joined at Werneth Station. From the loop line sidings fanned out all over the Works on which the Company’s own stud of 0-4-0 rank locomotives busied themselves shunting in waggons of raw materials and drawing out vans and waggons laden with the Company’s product machines. Similar shunting, operations, on a somewhat lesser scale, took place, with some more Company owned locomotives, at the original Hartford Works. The Company possessed a fleet of private owner waggons which, together with the locomotives, were serviced by the Company’s own maintenance departments (millwrights and Joiners). John Platt had been an ardent supporter of railways to connect Oldham with the remainder of the country. The London & North Western Railway Company had brought a line, via Saddleworth, from its main Manchester to Huddersfield line and the Oldham, Ashton & Guide Bridge Railway had connected the town with the south. Platt Brothers & Company had, therefore, obtained ready routes to its customers in Lancashire, Yorkshire and farther afield and, particularly, to the ports on both the west and east coasts of the country. John Platt was a director of the London & North Western Railway and the Chairman of the Oldham, Ashton & Guide Bridge Railway, having followed Elijah Hibbert in that office of the (renamed) company.
The Great Exhibition, at the Crystal Palace, in 1851, and the exhibition in Paris, some four years later, were, for the Company, excellent shop windows from which much business resulted. At the London exhibition the Company’s machines were adjudged to have excelled all others in their class, for which achievement the Company was awarded the Council Medal. At Paris similar success attended the Company’s exhibits resulting in the award of the Grand Medaille d’Honneur and, from the Emperor Napoleon III, personal honours for John Platt in his elevation to the rank of Knight of the Legion of Honour. Throughout the eighteen-sixties and into the early seventies the Company’s machinery enjoyed further success at a number of exhibitions: London, again — Prize Medal, Constantinople — Order of Medjidie (for Gins), Naples — Silver Medal (for Gins), Paris, again, — Gold Medal and Moscow — Gold Medal. The renown of Platt machinery was now as universal in Europe as it had been in Lancashire some thirty years earlier and the successes at these exhibitions served unfailingly to uphold the renown.
John and James Platt had, from the outset of their tenure of the Company, encouraged their workpeople to elevate their social and intellectual interests, as later they came to do for the population of Oldham at large. As early as 1848, they established a library for the use of their workpeople which, initially, was stocked with 500 volumes of sound educational material with the promise to add, each successive year, a further 50 volumes. They also instituted a newsroom which was supplied with the national and leading provincial newspapers, for the use of which a workman paid one penny per week. But 1851 was to see the first strife between employers and employees in the engineering industry in Oldham. The introduction of the ever increasing number of machine tools caused the skilled workmen to dissent as more and more unskilled labour was recruited to man the machines and, eventually, matters came to a head in a strike which lasted for several months. The Society of Operative Engineers, the trade union representing the skilled men, resolved on a trial of strength with the employers and endeavoured to enter into negotiation with them but the employers countered by forming their own federation — believed by the Union to be a move instigated by John Platt — and, in due course, some employers decided on a lock-out, though Hibbert, Platt & Sons (as the company was still named at the time) did not follow this course as urgent orders for Russia were in hand. Both sides were to experience losses hut ultimately the workmen suffered the most and, finally, were forced to succumb. Although some rancour resulted it was not long before it dwindled away when the workmen realised that because trade was flourishing, on a scale never before experienced, plentiful employment was readily available for all grades of labour at good rates of wages. During the strike the news room was destroyed and the library was closed for its protection. However, soon after the troubles were over the Company re-opened both facilities, the library then to contain in the order of 5 000 volumes.
It has been said that the Platt machinery was the true basis of Oldham’s industrial supremacy. By 1871 Oldham, alone, had more spindles in operation than any one country in the world had in total, save only the USA. Although the Company had experienced, from its outset, competition from other textile machinery makers based in Manchester and some of the other Lancashire cotton towns it had had from 1843 a not insignificant competitor situated directly in Oldham; this was the firm of Asa Lees. The Asa Lees business, housed in premises named Soho Works, was located at Greenacres moor, on the opposite side of Huddersfield Road to Platt Brothers’ original Hartford Works, and had grown from the roller and spindle making business which Asa’s father, Samuel Lees, had founded in 1816. Both firms had prospered, to the general good of Oldham, although Asa Lees had never equalled nor ever was to equal the scale and scope of Platt Brothers; the Asa Lees’ workforce, at its greatest, only reached a quarter of that of Platt Brothers. From 1871 the sustained demand for textile machinery in Oldham saw Platt Brothers supply slightly more than three times the amount of machinery supplied by Asa Lees and in the markets elsewhere at home and overseas the amount supplied by Platt Brothers was at an even higher ratio as Asa Lees, a cautious man always, preferred to limit his commitments especially to the export trade. Though not as comprehensive as Platt Brothers, Asa Lees was a sound concern in the manufacture of those textile machines it elected to make and in the markets where it chose to operate.
Pursuant to the Companies Act of 1862 Platt Brothers became, in 1868, a limited liability company. In time, the head office was transferred to Werneth, the name of the works there dropping the word “new” to become Hartford Works with the original works, at Greenacres moor, being renamed East Works. But the vernacular, as it always does, had long found the succinct nomenclature, it had opted or “t’new end” and “th’owd shop”.
Chapter
V - The Platt Brothers: John & James
John was a name regularly bestowed by the Platt family on its sons, but this John Platt was, to the people of Oldham and, in due course, Llanfairfechan “The John Platt”: industrial magnate, civic leader and public benefactor in Oldham, the town’s mayor and Member of Parliament and Justice of the Peace for and Deputy Lieutenant of Lancashire, country squire and benefactor in Llanfairfechan, Justice of the Peace for Caernarfonshire, Deputy Lieutenant and High Sheriff of that county. He was the one member of the family to tread all the stages of the Platt metamorphosis. Albeit, he was only four years old when taken by his parents from Saddleworth to live in Oldham, but his first experiences must have been of Dobcross, his birthplace, and of the wider Saddleworth surroundings and traditions his forebears had known for generations. Moreover, there is record that John Platt returned to Saddleworth for some part of his formal education. It was to the boarding school run by Ralph Broadbent, assisted by his brother Charles (an accomplished mathematician), in a house, “Springhill”, on Hey Flake Lane above Delph Heights. There is mention that James Platt also attended this school. James Platt was a native of Oldham. He, too, applied many of his energies to serving his fellow townspeople. He was a member of the Borough Council, was associated with many social and cultural projects in the community and, even, preceded John as Member of Parliament for the Borough before a grievous fatal accident brought his works to an end. All this devotion to public service the brothers undertook, in parallel, with the stupendous feats they achieved in directing and developing the great company which bore their name and of which they were the virtually exclusive owners.
In entering public life the Platt brothers contrasted with Henry Platt, their father, who seemed to have left that realm to Elijah Hibbert. There is, even, record of John and James’ older brother, Joseph, speaking at one of the meetings called to support the petition for Oldham to be granted the status of Parliamentary Borough. By the time John Platt became involved in public affairs Oldham had been granted its two Members of Parliament and the burning issue then before the town, in 1848, was the question of a Charter of Incorporation.

Opinions in the town were viciously divided. John Platt was strongly in favour of a charter and came to be the leading spokesman for those of similar persuasion, known as the Charterites, He voiced the dissatisfaction felt over the way the then authorities (Police Commissioners) were administering, or not administering, the town. Prime amongst the complaints were the lack of upkeep and control of the streets — Union Street, the main thoroughfare, he condemned as frequently being ankle deep in mud — the market traders were allowed to erect their stalls in the streets haphazardly to the general inconvenience of everyone else and, above all, the unsatisfactory water supply and sanitary arrangements were a cause for great concern. Many heated meetings occurred, at one such in the Town Hall, John Platt withdrew from the chair when proceedings fell into total disarray. Ultimately the Charterites prevailed, a Royal Charter was secured and Oldham became a Corporate Borough in 1849. John and James Platt subscribed their names to the list of persons guaranteeing to meet all the expenses incurred by the Committee which had promoted the Charter. (Their joint promise was for £100, almost one quarter of the total sum guaranteed). The first elections to the Borough Council were held in the August of 1849. John Platt was elected to represent St. James’ ward which contained that part of the town in which the original Hartford Works stood. In 1854 he was made the (fourth) Mayor of Oldham, an office he was to hold twice more in 1855-56 and 1861-62. In the year he first became the Mayor he was joined on the Borough Council by James who had been elected to serve the Westwood Ward, in the north-western corner of the town in which Hartford New Works chiefly stood. From its inception the Oldham Borough Council moved quickly to rectify the shortcomings the Charterites had proclaimed.
In politics, the Platt brothers were Liberal, in fact, they subscribed to the beliefs of the radical wing of the party; for many years John Platt was the chairman of the Oldham Radical Committee, in matters of free trade they were disciples of Cobden and Bright — John Platt had been active in the campaign for the repeal of the Corn Laws, they supported household suffrage — in this connection John Platt was President of the Oldham Freehold Society, short parliaments and the total abolition of church rates and all oaths, tests and religious disqualifications. Particularly they were in favour of education for the working classes; it has been seen already that they had taken practical steps in that direction for their own workforce before they became involved in the wider provisions in the town. In Oldham parliamentary politics the brothers were a strong force, for instance, when during the campaign for the 1847 election John Fielden — one of the retiring Liberal members — split the Radical ranks, in insisting it was his prerogative to select his running partner, John Platt powerfully supported William Fox who had been selected, as a third Liberal candidate, by those Radicals sorely exasperated with Fielden’s attitude. Fox was elected (in partnership with John Duncuft) to the exclusion of Fielden. In 1857 James Platt became vitally involved in parliamentary politics when he was elected a Member of Parliament for Oldham, in company with J M Cobbett. John Plat, delayed his candidacy until 1865, when he was successful, which process he repeated in 1868 and remained an MP for Oldham until his death. On both occasions he was elected in company with J T Hibbert. John Tomlinson Hibbert, later Sir John Hibbert KCB, was the eldest son of Elijah Hibbert. He was born at Lyon House, Oldham, in 1824 and educated at Shrewsbury School and St. John’s College Cambridge. He was called to the Bar in 1849 and, in all, was MP for Oldham seven times. He was, also, the first chairman of the Lancashire County Council.
Towards fulfilling his belief in the need to educate the working classes, John Platt lent his support to the Mechanics Institutes in and about Oldham. These Institutes had been established, by popular demand, to impart to artisans, chiefly engaged in engineering, elementary literacy and the basic mechanical skills. He played a leading part in the provision of the new building to house the Werneth Mechanics Institute which, originally, had operated in a Sunday School room on Windsor Road. The new building was erected on the corner of Manchester and Coppice Streets and after it was opened, by William Ewart Gladstone, in 1867, the Platt Brothers’ apprentices were sent there to receive, each week, a half day’s course of instruction.

However, the principal establishment in Oldham concerned with the betterment of education was the Lyceum. To the furtherance of this establishment both John and James Platt made notable contributions. The Lyceum had been founded, in 1840, as a mutual improvement society for working men. At first, meetings were held in premises in Henshaw Street but shortly afterwards a move was made to Queen Street where a library, newsroom and reading room were installed. In 1854 James Platt, who by then had been elected President of the Lyceum, resolved a superior building was required and he planned and organised, in the Working Men’s Hall, an exhibition, of scientific, historical and cultural items, loaned from all over the country, to raise funds for such a building.

The event proved an out-standing success, enabling the foundation stone for the new building, situated on Union Street, to be laid by James Platt himself in 1855. The new building was opened a year later when the curriculum of the Lyceum was extended to include classes in scientific and cultural subjects for which, initially, the teachers gave their time free. The new building was topped with a splendid observatory, the telescope for which was the present of James Platt. Later, John Platt offered the Lyceum a collection of equipment to found a permanent school of science and art, provided the facilities were thrown open to the residents of the wider Oldham area, irrespective of their being members, or not, of the Lyceum. The school, housed in a building next door to the Lyceum, was another success. In accordance with John Platt’s wishes it offered classes in mathematics, applied mechanics, chemistry, drawing, and in Latin and French. After John Platt’s death his sons had the original building demolished and erected, in its stead, a new building, adjoining and in the style of the main Lyceum building, as a memorial to their father. The new building was opened by the Earl of Derby in 1881.
During the period of the cotton famine, John Platt was deeply concerned to prevent the workforce of Oldham from leaving the town, for emigration to the USA and Australia was seen by many of the unemployed as the solution to their plight. It has been seen what he under took in his own sphere, textile machinery, to avert such happening but, also, he constantly warned that emigration was fraught with disaster and seized on adverse reports, on the experiences of those who had taken the step, to stress his warnings. At a public meeting he stated “Letters have been received from persons who have emigrated to Queensland which are most discouraging. Employment is said to be scarce, and their families are advised not to come out and starve. Naturally, he supported the scheme to use the unemployed to build a public park in Oldham (Alexandra Park), which apart from the immediate advantage it offered, he and his brother James had always thought desirable. When the first abortive attempt to create a park was made, in 1846, Hibbert, Platt, & Sons had donated £60 to the fund which, unfortunately, had fallen short of the required total. Periodically, each had lamented the lack of progress towards creating a park. James Platt, when speaking at a dinner, in 1853, expressed his view that the difficulty lay in the fact, that at the time of the Enclosures, the town had had no bona fide municipal authority to gain land for public purposes. On the day Alexandra Park was opened —28 August 1865 — John Platt is reported to have said “The noblest bequest that had ever been given to Oldham had been opened that day”.
In the eighteen-forties, those industrialists who could afford to do so were moving to a place of residence away from the immediate vicinity of their factories. John Platt certainly could afford, as could Samuel Radcliffe — his father-in law, Josiah Radcliffe and Eli Lees — a cotton spinner and weaver and brother of Asa Lees. In partnership, in 1847, they acquired an area of land in Werneth which had been the estate and site of the ancient manor house of the Oldhams of Oldham. This Land they laid out as Werneth Park in which each built a new mansion, the most superior, perhaps, Oldham was ever to see within its boundaries. John and Alice Platt had thirteen children, seven sons and six daughters. By 1851, five of the children had been born, the eldest, Henry, being eight years old and, together with a governess and four servants they were established at the mansion. Ten years later, although the older boys were now away at school, the family and the household comprised John and Alice Platt, seven of their children and fourteen servants. The eldest daughter, Mary, now a young lady of seventeen, divided the two oldest boys: Henry and Samuel. At first, John Platt had strong intentions that his sons were to receive a useful and practical education, whereupon, the two oldest boys were sent to Cheltenham College, where the curriculum was directed towards imparting modern commercial knowledge; the classics were not studied. From thence they proceeded to the Friedrich Wilhelm Real Schule in Berlin. On return to England, Henry went up to St. John’s College, Cambridge, whereas Samuel went directly into the works at Oldham. Thereafter, John Platt seems to have changed his ideas, the third son went to Harrow and the other sons, too, were to follow a conventional English education commensurate with the status the family had now achieved. James Platt and his wife, Lucy Mary (nee Schofield) took up residence at Hartford House, on the nearby corner of Grange Avenue and Wellington Road: they had one child, a daughter, Edith.
At the beginning of the eighteen-fifties the brothers took the step which industrialists, as successful as they were now taking, namely, to acquire a country estate. Jointly, they bought the Ashway Gap estate which lay above the Saddleworth village of Greenfield. The house stood in the sheltered Dove Stone Clough but this John Platt

commissioned to be replaced with a new house, Ashway Gap House, a property of considerable size partly in the castellated style. Had not a tragedy occurred this estate might have remained their country seat. Shortly after the opening of the grouse season in August 1857 James Platt was shot and mortally wounded when one of the guns was accidentally discharged as the party crossed a gully on the high hills, known as Ashway Moss, above the House, he was only 33. James Platt was buried in the new cemetery at Chadderton which had only been opened on the first day that of August. Ironically, he had been a member of the Board which had overseen the cemetery’s preparation and opening. On the fatal spot, itself, a monument was erected in his memory which throughout the years, the Company kept in repair against the ravages of the weather on that exposed spot. The monument carries the inscription: “Here by the accidental discharge of a gun James Platt MP for Oldham lost his life 27 August 1857”. John Platt came to an arrangement with his sister-in-law (who was only to survive James by five years) under which he obtained from her James’ share in the Company, his own share in the Ashway Gap estate constituting part payment for such, with the result, for all effective purposes, John Platt became the sole owner of Platt Brothers & Company.

Chapter
VI - Settlement in Llanfairfechan — Bryn-y-Neuadd
It was in Llanfairfechan that John Platt decided to create his fresh country estate. Llanfairfechan is a village which lies on the southern shore of Conwy Bay at the point where the Menai Strait opens into the bay and, hence, is near equidistant between the town of Conwy and the city of Bangor. In the mid-nineteenth century it was in the former county of Caernarfon and had a population of some 8OO inhabitants who, as small tenant farmers and peasant folk, followed a way of life which had scarcely changed in generations. When, in 1857, John Platt found Llanfairfechan he had missed the opportunity to acquire the Bulkeley lands of which, just twelve months earlier, Sir Richard Bulkeley, whose main estate was across the Strait in Anglesey, had decided to dispose. The sale of these lands, which had been in the Bulkeley’s possession since the sixteenth century, had already brought changes in Llanfairfechan the more enterprising of the local people had bought the land they farmed and others had obtained a plot of ground on which to build a boarding house to cater for the increasing number of visitors, chiefly form Manchester, Liverpool and other Lancashire industrial towns, who were finding Llanfairfechan, with its sandy seashore and hills, a congenial place in which to pass their summer holiday. But the principal purchaser of the Bulkeley lands had been a Richard Luck, a wealthy Leicestershire solicitor, who developed his purchase into a neat little estate on which he built an adequate mansion and named “Plas Llanfair”. John Platt had to turn his attention to lands on the western side of the river (Afon Ddu, flowing through the village, south to north) which for centuries had belonged to a family named Roberts. The last of the Roberts line had died in the latter part of the eighteenth century and the lands had passed to his daughter, Mary, and thence through marriage to the Wvnne family of Denbighshire. Mary’s son, John Wynne, had, in 1832, impoverished himself when endeavouring to replace the Roberts’ old house, Bryn-y-Neuadd, with a new mansion. John Wynne had been forced to sell his entire Roberts possessions in Llanfairfechan to a resident of Bangor who had made no attempt to complete the mansion so that, in its unfinished state, it had lain derelict and decaying for twenty-five years. John Platt bought Bryn-y-Neuadd and the former Roberts lands and, very soon, the astonishment the local people had felt at the Richard Luck development was to pale against their utter disbelief at the vast transformation John Platt was to bring about in their simple part of the world.
The new Bryn-y-Neuadd estate was to be created in the classic style: park with carriage drives and walks, gardens — including a walled kitchen garden, coverts and copses, stables and coach houses and a home farm. Work proceeded at a speed and with an intensity as if a rural Hartford New Works was being fashioned from the Welsh countryside; in just four years the transformation of the former Roberts possessions was completed. The House had been enlarged to four times the size John Wynne had envisaged, John Platt had gained permission to move the line of the Turnpike road, in order to take it further away from the House, and the fringes of the Park were planted with trees to screen the House from both the road and the railway. Along the shoreline, a sea wall was constructed, surmounted with a private promenade which was approached from the Park by way of a private level crossing over the railway and a drive in a secluded avenue. Two principal lodges controlled entry into the Park: Front Lodge which stood on the Turnpike road, at a short distance from the centre of Llanfairfechan village, it bore the date 1861 and was adorned with the Platt coat of arms and family motto “Virtute et Labore”. Grand lodge, a building which was arched over the carriage drive, at the far end of the Park, was used for joining the Turnpike road for journeys westward towards Abergwyngregyn and Bangor. A third, lesser, lodge controlled passage to and from the railway station and Farm Lodge stood at the entrance to the home farm. The Annals of the County Families of Wales described Bryn-y-Neuadd, “the seat of John Platt Esquire” as “a structure which with its appurtenances, tastefully planted grounds and magnificent surrounding scenery is one of the most pleasing residences in the Principality”.
John Platt was not to let his new estate rest within the boundaries of the Roberts lands, he bought-up the adjoining small farmsteads from which the primitive buildings were swept away and the land itself was converted into large fields to increase the acreage of the home farm which had been functioning from 1858 — quick time even by John Platt’s standards. On some higher ground a subterranean reservoir was constructed to secure an adequate water supply for the home farm and the estate generally. In his dealings John Plats was forthright and had no time for others who did not behave likewise, as instance the occasion when the contract for the purchase of one of the adjoining farmsteads was to be signed. John Platt had the pen in his hand when the vendor started to quibble the price which had been agreed. John Platt threw down the pen in disgust splattering the document with ink. The document remained in that state and Wern Farm never did become part of the Platt estates, it was left, oasis like, in their midst.
It has been said the Llanfairfechan that came into being in the mid- nineteenth century was a product of the Industrial Revolution, though patently not in the usual sense, but certainly John Platt’s presence in the place brought a degree of prosperity and opportunities far beyond most of the inhabitants’ previous understanding. Besides those people who raised capital from the sales they made to John Platt many more benefited from the considerable and varied forms of employment he generated, stonemasons, in particular, had never imagined such a scale of building as John Plan set in train. A few Llanfairfechan men moved to Oldham to take up employment in Platt Brothers’ works, a move occasionally to recur throughout the time the Platts had their estates in North Wales (John — “Johnnie” — Hughes, the redoubtable Works Director of the nineteen thirties, hailed from the neighbouring village of Abergwyngregyn, he was the son of Colonel Henry Platt’s head coachman). In the earlier years, several young women also made the move into Service at Werneth Park. Certain of those local people who had raised capital used it to finance more new boarding houses and shops two of which, in tribute to the “great man”, as they referred to John Platt, were given the names “Manchester House” and “Oldham House”. John Platt’s own riches were taken to be infinite, even as late as the nineteen-thirties some very old people in Llanfairfechan, most of whom were only Welsh speaking, used, graphically and sincerely, to recount: “to the station, trains with the gold of Mr John Platt were coming”. Then, just when it seemed the boundaries of John Platt’s new country estate had been drawn he, at a stroke, more than doubled his Welsh landholdings when he bought the estate which bordered on Bryn-y-Neuadd. This estate was Gorddinog of which only a part lay in Llanfairfechan, the rest was in Abergwyngregyn, commonly known, for short, as Aber. Immediately, the original House was razed and a superior one erected in its place. In 1869, Henry Platt, who, it has been seen, was John Plan’s eldest son, with his recent bride, Eleanor, took up residence in the newly completed mansion at Gorddinog.
When John Platt settled in Llanfairfechan the village had no railway station. The Chester & Holyhead Railway Company, which had opened its line, in 1848, had missed out Llanfairfechan when allocating stations along the route, although Penmaenmawr, to the east, and Aber, to the west, had been favoured. Speculation has been made that Llanfairfechan was ignored because no person of consequence resided in the place. Be that a valid explanation or not, the absence of a

railway station at Llanfairfechan was soon remedied by the now person of consequence who, other factors apart, it will be remembered, was a director of the London & North Western Railway Company. The Chester & Holyhead Railway Company had never possessed engines and rolling stock of its own, from the outset, the trains had been operated by the London & North Western Railway. The station at Llanfairfechan was stone built, making it superior to the other stations along the line, and was positioned as near as it could possibly be to Bryn-y-Neuadd. It was to have a relatively commodious goods yard to handle the considerable quantities of equipment and materials brought to furnish and supply the estate, much of which came from the Works at Oldham. Also, he found there was no church at Llanfairfechan where he and his family could worship in English as other people of English origin, who had preceded him, had found. The services at St Mary, the parish church, were conducted exclusively in Welsh because the vast majority of the parishioners was solely Welsh speaking. Already, the English people had subscribed to a fund, with Richard Luck playing the leading part, to build a second church in Llanfairfechan where they could have the services conducted in English but, at the time of John Platt’s settlement in the village, the fund was still short for building to commence. John Platt came to an arrangement with these people that he, entirely at his own expense, would build the church and the moneys so far subscribed would be used to endow it. He commissioned George Shaw — the noted Saddleworth architect, already responsible for Ashway Gap House and other commissions for him — to draw-up the plans which were to include for a striking spire. He provided the land which lay at a short distance, across a small field, from the Front Lodge at Bryn-y-Neuadd. A carriageway was made across the field to lead into the drive which was to encircle the church — an arrangement to avoid the horses and carriages having to be turned. This arrangement was a repeat, in much more picturesque surroundings, of the one which existed at St Thomas Church, Werneth, in the building of which church John Platt had been involved some ten years earlier. (A model of the Werneth church was preserved by the Platt family). The second church at Llanfairfechan was completed in 1864 with the Platt family pews placed at the extreme east end of the south aisle. John Platt had presented the organ, with which he had coupled the undertaking to pay the organist’s salary, and Alice Plait had presented the communion plate and the whole of the church Furniture. The church was called Christ Church and was consecrated by the Bishop of Bangor in the August, the event being followed with a celebratory luncheon at Bryn-y-Neuadd.
Lord Penrhyn, John Platt’s near neighbour to the west, and the other great landowners of Caernarfonshire, initially, must have had misgivings about this self-made man who had settled in their midst. The source of his undoubted great wealth was industry which, if not a cause for distaste, had, at least, to be regarded with caution for such was the convention of the day. Above all, these great landowners were Tories of the most diehard ilk and for them John Platt’s political views must have been alarming in the extreme. But John Platt soon came to be recognised as a man of sound vision and impeccable integrity and was accepted into their ranks, so that within the first four years of his entry into Caernarfonshire life he was made a justice of the Peace and Deputy lieutenant and, in 1863, held the office of High Sheriff of the County.

Chapter
VII - Sudden Changes
In the Spring of 1872 work commenced on considerable alterations and extensions to the House at Bryn-y-Neuadd. It was not possible, therefore, for John and Alice Platt to be in residence that season, instead, they, with one of their daughters and a niece, embarked on a tour of Italy, one purpose of which was to obtain new items of furnishings for Bryn-y-Neuadd. At Turin, John Platt contracted a chill, and although the party made every haste for home, the affliction developed into pneumonia so that, on reaching Paris, the party was forced to stay its Journey in the Hotel Maurice in the Rue de Rivoli. There John Platt died on the 18 May, he was only 54.
The townspeople of Oldham received the news in the vein of a family bereavement. Obituaries were generous with their words in recalling to memory the widespread benefits John Platt had brought to the town through his company and by way of the energetic and unfailing public services he had rendered. Alice Platt was presented, on 29 May 1872, with an illuminated letter of condolence, arranged in book form, from the Mayor, Alderman and Burgesses of the Borough of Oldham. John Platt was buried in a surprisingly modest tomb in Chadderton cemetery. The tomb bears the simple inscription: “Beneath this tomb lie buried the remains of John Platt, MP for Oldham, died Paris 18 May 1872, aged 54, Requiescat in Pace”. Six years after his death a bronze statue, mounted on an imposing marble plinth, was erected in his memory, close to the front of Oldham Town Hall, which, in later years, a less remembering generation chose to relegate to Alexandra Park. Yet, many of the torches he lit for the benefit of Oldham, especially in the field of technical education, were to be kept aflame by others he had inspired and by the great Company he had owned. The death of John Platt posed no serious difficulties at the Company for Samuel Radcliffe Platt, who had been well and truly schooled by his father, instantly took the helm, though far earlier than he had expected to he called to do.
In Llanfairfechan, and in the wider county of Caernarfon, the shock and grief at John Platt’s death was equally felt. Locally, it had been anticipated that after John Platt’s death Henry Platt would transfer to Bryn-y-Neuadd, which estate it seemed John Platt had regarded as the family seat, and Alice Platt would retire to Gorddinog as the dower house. In reality, well before John Platt’s death, matters had been decided otherwise. Alice Platt preferred to live in Oldham and it was understood, if widowed, she would make Werneth Park her home, which she did for a further thirty years. Henry Platt’s prime interest was agriculture and he remained at Gorddinog, which had already been conveyed to him in his father’s lifetime, since that estate had every advantage over Bryn-y-Neuadd for such an interest. Sam Plat (as he was known to the Family, with his commitments in Oldham, also dwelt at Werneth Park. The third son, Frederick Platt, shortly to marry, chose to settle at Barnby Manor in Nottinghamshire. Bryn-y-Neuadd was, therefore, left unoccupied and the other sons, as they came to need a residence, showed no enthusiasm for the place, preferring to find homes in Cheshire, Flintshire and Bedfordshire, some with secondary homes in London, at fashionable addresses. James Edward Platt, the sixth son, acquired a villa on the French Riviera — Villa Annunciata Californie, at Cannes, as a retreat in which to spend part

of his tine. Consequently the Bryn-y-Neuadd estate was offered for sale but there were no takers. Despite this set-back, the estate remained, under the eye of the Agent, fully manned and kept up and, from time to time, some members of the Family would stay there, but no further developments were undertaken in the House nor on the estate generally. Then, in 1884, John Platt’s youngest son, Sydney, who had been only eleven years old when his father died, and his young wife Bertha (nee Marshall) decided to make their home at Bryn-y-Neuadd. This decision was cause for great joy and celebration in Llanfairfechan and when the young couple arrived in the village, on Christmas Eve, their carriage was drawn by estate workmen in a procession, headed by a band, from the railway station to the house. A few days later a banquet was held, for all walks of life in the village, to express the universal satisfaction felt at there being, at long last, permanent residents at Bryn-y-Neuadd. For over thirteen years Sydney and Bertha Platt entered into the life of Llanfairfechan; he was the leading figure in the building of St. Winifred’s School for Girls. Nevertheless Bertha Platt never wholeheartedly took to living at Bryn-y-Neuadd so that in 1898 the couple decided to leave. Again the estate was put up for sale, this time successfully, and so just forty-one years after John Platt had bought the Roberts lands the Platt association with Bryn-y-Neuadd ended.
Apart from the cessation of developments on the Bryn-y-Neuadd estate itself, two major projects, partially outside its boundaries, were abandoned after John Platt’s death. The first was the direct private carriage drive from Bryn-y-Neuadd to Gorddinog. As matters had stood, when travelling from the House at Bryn-y-Neuadd to the House at Gorddinog it had been necessary to leave Bryn-y-Neuadd Park at Grand Lodge and pass along the Turnpike road to enter the grounds of Gorddinog at Main Lodge. The plan for the new carriage drive (which, in the reverse direction, was also intended as a more convenient route for Henry Platt to attend Christ Church) had been to leave Bryn-y-Neuadd Park at Front Lodge, cross over the Turnpike road and proceed in a much shorter line, entirely over Platt land, to enter the immediate grounds of Gorddinog at East Lodge. Work had actually started at the Gorddinog end where an impressive sweeping entrance to the drive had been constructed in front of the house — The Oaks — in which the Agent to the Gorddinog estate was to live as also, at that point, had an ornamental drinking trough for the horses and dogs. From the entrance, the foundations for the carriageway had been excavated for some distance towards Bryn-y-Neuadd.
The second, and by far the more significant, project to be abandoned was the provision of a dock and pier at Llanfairfechan to accommodate the sea going steam yachts of three of John Platt’s son’s: Henry Platt’s Jessie”, Samuel Radcliffe Platt’s “Norseman” and Frederick Platt’s “Jeannette”. Parliamentary approval had been needed for this project and, in 1872, progress was well advanced. A Board of Trade provisional order had been granted, plans had been deposited with the Clerk of the Peace in Caernarfon and a house “Moranedd”, supporting a lantern rower, had been built at the mouth of the Llanfairfechan river.
John Platt, except for the specific bequests to his wife, Alice, of a sum of two thousand pounds (for her immediate contingencies upon his death), his jewellery and various of his effects in the House and about the grounds at Werneth Park, left his real and personal estate to his trustees (who, also, he made his executors), his three eldest sons: Henry Platt, Samuel Radcliffe Platt and Frederick Platt and his two sons-in-law Thomas Hardcastle Sykes (the husband of his eldest daughter, Mary) and Joshua Walmsley Radcliffe (the husband of his second daughter, Lucy Jane) entailed to their heirs, executors, administrators and assigns under direction for certain provisions to be made for his daughters and his other four sons (these Sons when the Will was made were minors and were still so at the time of his death) and the children of any son or daughter who might have predeceased him. The statutes ruling in 1872 did not require a valuation of an estate to be included with the Probate of a will but the measure put by the Family on John Platt’s fortune was six and a half million pounds. ‘The Will declared that Alice Plait was to be allowed to live free of rent at Werneth Park but she was to be responsible for the payment of all rates and taxes, insurance premiums and the repair and maintenance costs on the property. Her income, of £2000 per annum, was to be provided either out of the interest on John Platt’s ‘residuary trust property” or from the purchase of an annuity according to which option the Trustees deemed preferable. Apropos the provisions directed for his sons and daughters John Platt instructed that any advances he had made or any extraordinary expenditure he had incurred for the ‘advancement in life”, of any son or daughter, and so recorded in his Private Ledger, the amount involved was to be debited against the share due to that son or daughter. Notwithstanding this general instruction, an explicit contrary instruction was given that the Gorddinog estate was not to be debited against Henry Platt’s share. Under the Will the Trustees were empowered to act in the widest possible way, as they saw fit, in the matter of the shares in Platt Brothers & Company Limited.
Chapter
VIII - Gorddinog — Colonel Henry Platt
The Gorddinog estate which John Platt had bought, like Byrn-y-Neuadd, was in a state of some neglect. It had been the ancestral home of a long-standing Welsh family which had died out. In the interim, a Mrs Crawley had occupied the House before she married the Rector of Llanfairfechan, Mr Vincent, who, later, was to become the Dean of Bangor. John Platt had regarded the House to be antiquated and had decided it had to be demolished and replaced with a befitting new mansion. The new mansion was built entirely from local granite with an air of the Elizabethan style of architecture. It had been realised, if the new mansion was positioned further up the natural slope of the ground, than where the original house had stood, the area then made available, in front of the new mansion, could be landscaped. However, to do this required the course of a small river (Nant y Felin fach) to be diverted from a point behind the intended site for the new mansion. Additionally, John Platt had decided that if the diversion of this river was continued all the way to the sea, a distance of almost three quarters of a mile, such that it passed through the western end of Bryn-y-Neuadd Park, the Park would be enhanced. A granite lined open culvert was constructed (on a line to the east of the river’s natural course) which ran through Gorddinog land until it reached the Turnpike road, thence under the road into Bryn-y-Neuadd Park, close to Grand Lodge, where natural looking ponds were made in its course. The acreage of the Gorddinog estate was far greater than the acreage on which John Plait had developed the Bryn-y-Neuadd estate, respectively some 1100 to 330. Not only did Gorddinog contain more pasture and arable land but it had a large expanse of hill land over which a substantial flock of the native Welsh sheep could be run. The lower hillsides, directly behind the House, were planted as woodland in which was included a cluster of exotic trees from overseas, as was the then fashion, and masses of rhododendrons, in a variety of colours, which in the spring and early summer formed a breath-taking backdrop to the House. In every respect, Gorddinog was a superior estate to Bryn-y-Neuadd.
There was no park, in the classic sense, at Gorddinog, the immediate grounds to the House, as intended, took every advantage of the natural slope of the land for rolling lawns, studded with trees, and formal gardens to be laid out which had, as the centre piece, a large pond, stocked with trout, set in the course of the diverted river. Walks were made through the woodland and, to cap all, a grand carriage drive was constructed through the woodland and out onto the open hills such that it wound round the crest of the highest hill, resulting in a circular tour, of close on two miles, offering splendid views of the sea and mountains from every direction. The drive was known as John Platt’s Walk. At one point, when constructing the drive, the carriage way had to be hewn through solid rock which, it was noticed, was iron ore bearing. Conscious, as ever, of the need for Platt Brothers & Company to be, wherever possible, self-sufficient in all things John Platt had a business-like sampling shaft sunk into the hillside. The analysis of the samples showed the ore to be of insufficient grade for commercial exploitation and no further interest was taken, hut the shaft and spoil heaps remain, albeit now shrouded in bracken.
From 1872, while indifference and uncertainty surrounded Bryn-y-Neuadd, Henry Platt was busily engaged in developing and consolidating the estate at Gorddinog. He concluded arrangements, with his fellow trustees, for some of the best agricultural land at the western end of the Bryn-y-Neuadd estate to be transferred to Gorddinog, so that slightly more of that estate came to lie in Llanfairfechan (the

natural course of Nant y Felin fach marked the boundary between Llanfairfechan and Aber). Bryn-y-Neuadd was close to Llanfairfechan village and, except for those members of the estate workforce who had been accommodated in some houses near to the yard of the home farm, in the lodges and in a pair of outlying cottages — Tan-y-ffordd — the remainder lived in houses and cottages provided in the village. But Gorddinog was more remote from both Llanfairfechan and Aber so groups of cottages were built on the estate, itself, to house the workmen and their families. On the Llanfairfechan part of the estate these cottages were called: Llwyn-y-scolog, Gwyllt. Tal heirlon, Jubilee (to commemorate Queen Victoria’s Golden Jubilee), Rhiwiau, and Glan-y-mor Elias and on the Aber part of the estate the cottages were called: Tan-y-clogwyn and Madryn Farm Cottages, in total 28 cottages. Llwyn-y-scolog and Jubilee cottages were particularly well appointed dwellings for the senior workmen, eg head joiner, head painter. The single men lived in the bothies situated at the home farm, at the stables and in the glasshouse section of the original kitchen garden (eventually there were to be two walled kitchen gardens at Gorddinog). In addition to the Agent’s house, mentioned earlier, two other sizable houses were provided, one for the bailiff at the home farm, the other — Eastholme — sometime used as an annex to the house or occupied by the head gardener. The head gamekeeper lived at The Kennels where the gun dogs, fox terriers and ferrets were kept in a purpose built compound, and the second keeper lived in a renovated older cottage — Cae Mab Dafydd — which stood at the gateway through which the carriage drive to the hills entered the woodland at the rear of the House. It should be mentioned, a point of interest, there was on the estate one property which long predated Henry Platt’s building programme. This was the small house — Bod Silin — close to which John Platt’s Walk was to pass. It had been provided as an overnight resting place for ecclesiastics journeying between Bangor and St. Asaph, by way of the traditional route over the hills, before the Turnpike road had been constructed along the coast. This house was not normally occupied by an estate workman but, more generally, was let to anyone prepared to live in its rather lonely location. Three lodges controlled passage into the immediate grounds of the house: Main Lodge, as the name suggests, stood on the Turnpike road at the entrance to the main drive, Cambwll Lodge which also stood on the Turnpike road (opposite the Bryn-y-Neuadd Grand Lodge) was at the entrance to a drive which provided a shorter route to the House but which was unsuitable for carriages (and later, motorcars), and, in consequence, was called the Pony Drive, and East Lodge, which lay at the rear of the House, on a road which served the hilly southern parts of the estate. The stables and coach-houses (later to be converted to garages and servicing bays) were sited around a neat courtyard, just inside the grounds at East Lodge. As at Bryn-y-Neuadd, the estate was provided with a reservoir. Most of the properties had a piped supply of water although those properties at the extreme eastern end of the estate drew their water from the Bryn-y-Neuadd reservoir, an arrangement which continued after the Bryn-y-Neuadd estate was sold. A gas-works was constructed, in the yard at the home farm, to provide the House, the other principal dwellings and the farm buildings with lighting and for those other uses to which gas could be put.
Madryn was the name of the Gorddinog home farm which was worked according to the very best agricultural practices of the day. The farm yard, itself, brought from visitors the same amazed reaction as had Hartford New Works, it was an undeniable showpiece. The conventional farm buildings: stables, shippons, pig sties etc, were of the very highest order and the pens and dipping baths for handling the large flock of sheep were well planned and organised — no hole in the corner of a field arrangement at Madryn Farm. The machines for chaffing, milling and chopping the fodder, normally worked by hand, were at Madryn, housed in purpose built barns and power driven and the product from these machines, when it lent itself to be, was conveyed in pneumatic trunking to a point for easy distribution to the feeding troughs. Similarly, the water supply was piped directly to the animals stalls. To drive the machines, a Crossley engine had been in stalled and the lineshafting had been prepared in the Works, at Oldham, and erected by the Company’s millwrights. Henry Platt built up a very fine herd of the Welsh Black cattle and came to be recognised as a pre-eminent supporter of and authority on the breed. For some years, the annual breed sale was held at Madryn until it was decided to transfer the venue for the sale to the cattle market at Menai Bridge. Henry Platt gave great support when the University College of North Wales founded its school of agriculture and before the College acquired its own farm, on the western side of Aber, he leased Madryn Farm to the College for the practical aspects of the curriculum and research to be undertaken. The yard at Madryn also contained a slaughterhouse and butchers shop and the workshops for servicing and maintaining the estate: joiners and wheelwrights shop, painters shop, a smithy, where a high class farrier was employed, and the saw mills, the saw benches for which had been made at the Works in Oldham and installed by the Company’s liners. The larger machinery in the workshops, too, was driven by the (Crossley engine. A second Farm, Llys-y-Gwynt, which had been equipped with farm buildings of equal standard to those at Madryn, though on a much smaller scale, was let to a tenant farmer, whose wife used the large farmhouse to take in holiday visitors in the summer months. An extensive poultry farm was run, independently of the home farm, in a field adjacent to the newer of the kitchen gardens.
Henry Platt had married Eleanor, the daughter of Colonel Richard Sykes, of Edgeley House, Cheadle, in the January of 1868. Although the wedding had taken place at St. Thomas’ Church, Edgeley, Stockport, on the day, great festivities had occurred in Llanfairfechan and Aber. A grand procession, headed by a band and the local school children, proceeded from Llanfairfechan to Aber and back, collecting at Madryn Farm a roasted ox, which was taken on a waggon, manned by four butchers, to the two villages for the meat to be distributed to the poor. A party was held in Bryn-y-Neuadd Park, the highlight of which was to have been the ascent of a large balloon which, unfortunately failed to oblige and the day ended with huge bonfires on the hills behind each of the villages. After taking up residence at Gorddinog, Henry and Eleanor Platt entered, on their own account, the social and public life of the immediate district, Bangor and Caernarfonshire. A close connection was kept with Christ Church, Llanfairfechan, where, in due course all four of their children were christened and the two which were daughters were married. They entertained on a considerable scale and, before long, started to extend the House. A west wing was added, on the ground floor of which a large billiard room was placed, and a magnificent ballroom was built at the rear of the House. The House and ballroom were joined by a glass domed loggia where tropical plants were displayed and from which was gained a delightful view of a lily pond, with fountain, and a steeply terraced rockery which led the eye to the rhododendron festooned hillside, The ballroom was acknowledged to be the best in North Wales, nor only did it contain the normal minstrels’ gallery but a large stage was positioned at one end where amateur dramatics could be performed. Beneath the stage, the floorboards of which could be lifted, was a swimming pool, complete with a series of changing rooms. Electricity was installed in the House, generated by a hydro electric set supplied by J P Hall & Company of Oldham (The Halls were kinsmen of Henry Platt). For the outdoor recreation of the members of the family and their guests, in addition to the customary tennis court, a nine hole, golf links was made, on the undulating Llys-y Gwynt land, for which a smart timber pavilion was provided.
John Platt had directed that his two eldest sons, Henry and Samuel, should, in their youth, spend time in the various departments of the Works at Oldham, a policy with which he did not persist for his younger sons when he changed his views on the education they were to receive. Henry Platt had found his time in the pattern making shop most rewarding and throughout his life derived immense pleasure from woodworking and carpentry activities. Frequently he participated in the work when alterations were being made in the House — appropriately dressed in his green baize apron — and, even, assisted the estate carpenter to lay carpet. He had an exquisite set of, treddle driven, miniature circular saws, lathes and drills which for many years, after his death, were preserved in the harness room at the stables or chauffeurs’ room as it became later.
In the realm of public service, Henry Platt was appointed a Caernarfonshire county magistrate and Deputy Lieutenant. In 1877 he was High Sheriff of Caernarfonshire and held the equivalent office in Anglesey three years later. He took a great interest in the affairs of Bangor and became the first mayor of the city in 1883. In recognition of his public service he was made a Companion of the Most Honourable Order of the Bath. An enthusiastic freemason, he built, at his own expense, the Masonic Hall in Bangor and, for a time, bore personally, all its running expenses. In 1905 he was appointed Provincial Grand Master of North Wales. Always active in the military field, he held a commission in the Caernarfonshire Militia; he was a Captain at the time of his marriage. In 1884 he was raised to the rank of Lieutenant-Colonel when he took command of the 4th Battalion of the Royal Welsh Fusiliers. In politics, his views were not those which his father had held for at the General Election in 1900 he stood as the Conservative Candidate for Caernarfon Boroughs, but his opponent was the local demagogue and future Liberal prime minister, David Lloyd George, and he was unsuccessful in his attempt to enter Parliament.

Chapter
IX - The Zenith of Platt Brothers & Company
Limited
The period spanning the last quarter of the nineteenth century and the years of the twentieth century preceding the first world war was the time when Platt Brothers & Company Limited was at the zenith of its importance in the life of Oldham and passed several landmarks. The total workforce, including the collieries, rose to 15 000. Hartford Works, at Werneth, came to occupy an area of some sixty-five acres and East Works, at Greenacres moor, some twenty acres. The numbers employed amounted to more than ten per cent of the eighteen- nineties population of Oldham and with their dependents (based on two per employee) meant that just about one third of the local population looked to Platt Brothers for its daily bread. How large a textile machinery maker the Company had become can be gauged from a comparison with the long standing rival — Dobson & Barlow - which company’s records show that in its centenary year, of 1890, its workforce had reached slightly over 4 000 and in the year 1900 the area occupied by its principal works had reached nine acres. The land marks passed by Platt Brothers, in this era, were: in 1879 the peak production of looms was achieved, in 1896 the greatest amount of Spinning machinery was exported, in 1906 the absolute level of production occurred and in 1908 the highest value of total sales was booked. However, the last apart, these landmark figures should be seen in the clear perspective that, subsequent to their occurrence. research and development led to an increase in the productive capacity of individual types of machine and to the telescoping of the sequences of the textile processes so that the sheer quantities of machines, which had set these landmarks, would never again be required, even for mills of a higher level of production than those for which the record breaking quantities of machines had been supplied. It did not follow that a drop in the quantity of machines sold inevitably led to a proportionate drop in the value of sales made and the Company’s profitability because the more productive and sophisticated machines individually commanded a higher price.
The continued and extraordinary expansion of Platt Brothers’ business emanated from three sources. First, the buoyant UK cotton industry — some mills were now being built in south-west Scotland. In Oldham and district, where booms occurred in the eighteen-seventies and nineteen-hundreds, the Company particularly benefited from the circumstance, peculiar to the district, whereby many of its workmen constituted a sizable body of shareholders in the new limited liability mill companies and used their influence to have the orders for the machinery, these mills were to contain, to be placed on Platt Brothers. Second, the demand from Yorkshire and elsewhere for woollen and worsted machinery. The Carding Sets — much bigger than the cotton Card, they could include as many as thirteen principal cylinders as against the cotton Card’s three — were made at the East Works, whereas the lighter preparatory machinery for worsted and the actual spinning machines were made at Hartford Works, in keeping with the pattern which, earlier, had been adopted for the cotton machinery. A sequence of machines — kindred to that used for woollen manufacture — to process waste fibres (short fibres extracted in the main processes or fibres reclaimed from old rags) had found a ready market in Oldham, Rochdale and the Rossendale Valley where that branch of the textile industry tended to be concentrated. The woollen and waste systems are of a much shorter sequence than the cotton and worsted systems. Woollen and waste carding machines, by way of the Condenser, prepare, directly, the strands (slubbings) which are fed to the spinning machines from, horizontally placed, condenser bobbins. The worsted carding machine delivers a strand (sliver) into a cylindrical can and a series of preparatory machines, equal in their purpose to those used in the cotton system, is interposed before the actual spinning machine. Third, and most significantly, orders came from the Continent and places as far afield as India, Japan and Brazil where new cotton mills, comparable to those in Lancashire (sometimes designed by the expert Lancashire architects), were being built on an ever accelerating scale. Platt Brothers set-up a department to plan the disposition of the machinery in these mills and to advise on and arrange for the supply of the ancillary equipment needed to work in conjunction with the machinery (testing Laboratory instruments, sliver cans, bobbins etc). Teams of fitters — the celebrated Platt’s outworkers — were assembled to erect and commission the machinery in the mills and agents were appointed in all those countries where a textile industry was in being or showed every likelihood of coming into being.
To meet the business with which it was blessed the Company was obliged to expand, still further, its production capacity with the corollary the works premises, principally at Werneth, extended to the areas already mentioned. To ensure the supply of wrought iron and steel was guaranteed, the forge was introduced, between the main line railway and Stockfield Road, which with its store yards, reservoir and railway sidings, alone, occupied an area of some ten acres. The saw mills were enlarged. Timber was still used, in quantity, for certain (non-structural) parts of the product machines. Much wood was needed to make the patterns for the innumerable cast parts and to make the vast quantity of packing cases in which the machines were transported to the customers. The Company’s own agents bought the timber at the growing sites from whence it was received unto the Works in log form from which the appropriate items were then fashioned in the various specialist departments of the sawmills. After workshops, a large dining hall (capable of seating close on 1000 men), the new and larger stable yard and terraced houses for the key maintenance, security and stables men had been added on the north side of Arkwright Street, the premises extended from the railway to Middleton Road and to the west, when it encroached on Chadderton, as far as Main Road, Landsdowne Road and Peel Street. When it became the tradition for the directors of Platt Brothers to invite, annually, the Mayor of Oldham to lunch with them, the Chairman of Chadderton Council was invited, too, as an acknowledgement that some part of Hartford Works lay in his urban district. The Works premises spread to the south of the railway when the Company acquired the Oxford Mill and surrounded it with additional buildings and also built a self-contained spindle works on the southern corner of Featherstall Road and Railway Road. A prestigious new office block, complete with an ornamental clock tower, ‘New Offices’, was erected opposite Werneth Station which, by way of a direct footbridge, had a convenient connection with the station. The Oxford Mill had been a working cotton mill and Platt Brothers used some of its floors as show rooms so that the product machinery could be displayed in an authentic setting. A collection of historic textile machines, several being genuine examples from Arkwright’s original mill at Cromford, was exhibited in one of the showrooms. This collection frequently brought excited interest from visitors, especially those from overseas.
To undertake the building programme Platt Brothers manufactured its own bricks. An amusing consequence of this policy arose in the nineteen-fifties when the New Offices block was steam cleaned. Once the grime of decades had been removed it was found a number of the bricks had lost their glazed surface and remained highly offending black rectangles in the now, otherwise, gleaming surfaces. It was decided that these bricks had to be replaced but consternation struck when it was discovered that the Platt brick was smaller than the British standard brick. But, as always at Platt Brothers somebody remembered, there was a boundary wall at the bottom of the brass foundry yard built from Platt bricks. Forthwith, a section of this wall was carefully pulled down and the best bricks were brought, in triumph, to be inserted in the New Offices. The poor old brass foundry wall was repaired with standard bricks and never quite looked the same again.
At Hartford Works, as has been noted, a railway system, connected to the private sidings, pervaded the premises. Essentially, this served to distribute materials, still in the main line vans and waggons, directly to the departments in which they were required or assemble main line vans and waggons, which had been loaded with product machinery, in the sidings ready for dispatch by the main line. In the course of manufacturing operations a huge quantity of materials and product machine parts had to be moved around the numerous departments. The smaller loads were transported by an army of labourers, using purpose built hand barrows and trucks, whereas heavier and larger loads were transported in horse drawn carts and waggons, the latter also being used, outside the Works, for the local collection and delivery of goods. The Platt Brothers horses were an object of great pride and admiration. They were carefully selected in Cheshire and North Wales and their stables, at the works, were extremely well equipped and arranged around a courtyard off Lake Street. The Company owned some lush fields, in Cheshire, where the horses were taken, during the Oldham Wakes Week, to spend their well-earned annual holiday. However, so large had Hartford Works become and so great was the amount of material being transported about it, the decision was taken, in 1897, to lay down a narrow gauge railway system to raise the efficiency of internal transport. The trunk line of the system was housed in a, white tiled, subway beneath the Works, from which lines passed into exceedingly long hoists so that the materials, particularly heavy castings, could be lifted and lowered, in situ on the conveying waggons, to and from the appropriate departments. The lines were continued in the departments, so the engine, too, was carried on the hoists to take the loads directly to the point they needed to be in the departments. One spur of the subway railway burrowed under the Lancashire and Yorkshire Railway Company’s main line to connect the north and south sides of the Works. Electric traction was used on the subway railway as an environmental measure, the type of engine adopted being popularly known as ‘the pig’ because of its rotund appearance. Platt Brothers had been the first company in Oldham to install electricity, in 1881. The main services water, steam, gas and electricity were routed via the subway to provide simple access in the event of attention being needed.
In its peak days, Platt Brothers & Company Limited took possession of three collieries: Butterworth Hall Colliery, at Milnrow, Jubilee Colliery, at Shaw, both on the north side of Oldham and, on the south westerly side of the town, Moston Colliery in north Manchester. Enough coal was produced at these collieries to meet the Company’s needs and thus maintain its policy of self-sufficiency in all manner of supplies. A considerable proportion of the coal mined at the Jubilee Colliery was converted into coke for use in the blast furnaces in the Forge, at Werneth, and in the cupolas in the foundries at both Hartford and East Works. The coking ovens were charged directly from the pit tubs which were brought into the required position on narrow gauge railway tracks extending above the ovens. The coal and coke produced at the Jubilee Colliery were loaded into the Company’s private owner waggons, drawn-up in the colliery’s sidings, and the coal from the Butterworth Hall Colliery, which had been carted to sidings at Milnrow, to be loaded into more private owner waggons, were all dispatched to the two works by the Oldham to Rochdale main railway line which passed beside the Jubilee Colliery. To handle the traffic Plan Brothers generated on this line, the Lancashire & Yorkshire Railway Company issued, above normal, directions, to its staff, regarding the availability of locomotives. The sidings at Moston Colliery were connected to the Works by that section of the railway which had been the original line into Oldham. Platt Brothers’ private owner waggons, for minerals, were painted blue, with the lettering in white, whereas, to contrast, general goods waggons were painted red-oxide with the white lettering retained. In 1909, Oldham Corporation, as part of its quest for additional sources of the town’s water supply, was granted Parliamentary sanction to take water from Butterworth Hall Colliery where disused workings were flooding and having to be pumped out by Platt Brothers. This arrangement remained in force for twenty years until mining ceased completely and the Corporation acquired outright the colliery and its pumping station. However, the acquisition agreement pertaining to Butterworth Hall Colliery carried the proviso that Oldham Corporation had to keep the Jubilee Colliery free of water so long as Platt Brothers continued to work that colliery. This arrangement remained effective until 1932 when mining at Jubilee Colliery was abandoned and, thereafter, the Corporation continued to take water from the flooded workings in that colliery to maintain the level in its Piethorne Reservoir above Ogden. Platt Brothers was still operating Moston Colliery when the country’s coal mines were nationalised, by the Labour government which took office in 1945, and thus it passed into the hands of the National Coal Board. The manager, though, elected to remain in the employ of the Company, in a different capacity, rather than join the NCB. Moston Colliery had supported a famed brass band which, in addition to its many public engagements, including wireless broadcasts, gave occasional concerts, normally in the lunch hour, in the huge dining hall at Hartford Works.
Notwithstanding the tremendous scale its business had reached Platt Brothers never rested on its laurels and never neglected to improve and develop the various models of its product machines nor to add new types of machine to its range of product machines when a market for them was apparent. It had preserved the dynamic approach John Platt had set in the eighteen-fifties, which had put the Company in a class apart from its competitors, namely, to be a truly comprehensive supplier of machinery, of the highest quality, to the textile industry. Two entirely new models of the Mule were introduced, in 1886 and 1900, which kept the Platt Brothers machine superior in productivity; it ran faster and could be made in longer lengths (up to a maximum of 1274 spindles). Nevertheless, a cloud had gathered on the Mule’s horizon in the guise of the ring spinning system which had originated in the USA. This system was fast taking hold and two of Platt Brothers’ Lancashire competitors, Howard & Bullough, at Accrington, and Tweedales & Smalley, at Rochdale, neither of which concerns had been serious Mule makers, were exploiting it to good effect. Platt Brothers quickly countered with a ring spinning machine (Ringframe) of its own. Progressively, thereafter, the proportion (of Ringframes manufactured increased until shortly after the first world war, the Ringframe became the paramount form of spinning machine. The last new mill Platt Brothers was to equip with Mules was the Elk Mill at Oldham, in 1927, by then much against the general trend. The move from Mule spinning to Ringframe spinning, which occurred first in the cotton industry, extended to the woollen, worsted and waste industries though at a slower rate. The preference for the Ringframe arose, first in new markets overseas and, once it had been developed to spin a yarn of a quality comparable with the Mule, universally because its rate of production, per unit area, is higher than that of the Mule and it can be attended by less skilled labour The Company added to its range of products the complement of machines necessary to manufacture cotton yarns of a very high class, i.e. extremely strong, very regular in thickness and possessing a lustrous sheen, especially those to be woven into cloths for making-up top quality dress apparel for which sophisticated tastes now existed. These machines constituted the “combing” process, which had been perfected by Heilmann, in which the combing machine (Comber) extracted short and immature fibres and minute impurities from the cotton, presented in the form of a sheet (lap), which had been prepared on special machinery — Sliver Lap Machine and Ribbon Lap Machine. When utilised, the process was introduced between the Card and the Drawframe. In 1878 Platt Brothers was asked by a Kidderminster firm of carpet weavers, Tomkinson & Adam, if it would make several Spool Axminster Carpet Looms to a design Tomkinson & Adam had imported from the USA. Platt Brothers agreed and thus became embarked on the manufacture of yet another line of machines. Soon a Chenille Carpet Loom and a Gripper Axminster Carpet Loom, both to Platt Brothers own designs, together with a Kleitos Loom and French Knotting Loom of Tomkinson & Adam designs were added to the line. In the mid nineteen-twenties sections of the UK carpet industry were placing an ever increasing emphasis on the use of the Spool Axminster Loom because it offered such a wide flexibility in the patterns of carpet it could weave compared with other types of loom. As Platt Brothers was the sole maker, in the UK, of the Spool Axminster Loom it concentrated all its development energies into this machine and its associated Setting Frame — the machine on which the variously coloured pile yams are selected for and wound on the spools to be arranged in the loom gantry. Over the years, these machines brought much rewarding returns from the home market and markets overseas.
That the Platt Brothers comprehensive range of textile machinery continued to hold a market supremacy up to the eve of the first world war, both in terms of technical standard and outright quality, was borne out by the regularly frequent successes it gained, in the nature of Grand Prix, medals and diplomas, at exhibitions and trade fairs held in countries, throughout the world, where textile machinery was in demand: Vienna (1873), Philadelphia (1876), Paris (1878), London, Atlanta and Charleston (1881), Bradford (1882), Huddersfield (1883), Edinburgh (1886), Barcelona (1888), Chicago (1893), Atlanta and Rotten (1896), Paris(1900), St Louis (USA— 1904), London (1905), Reichenberg and Lagos (1906), Nagpur (1908), London (Japan-British Exhibition, 1910) and Ghent (1913). On two occasions a personal honour was also bestowed on Samuel Radcliffe Platt, the Chairman of the Company, at Vienna, in 1873: Cross of Knight of the Order of Francis Joseph and at Paris in 1878: Cross of the Legion of Honour. The successes at Bradford and Huddersfield were a firm indication that the Platt Brothers woollen and worsted machinery was assuredly competitive with that from the Yorkshire based manufacturers. The crowning glory to the era was enjoyed when Their Majesties King George V and Queen Mary, accompanied by HRH Prince Albert (later King George VI), on their royal tour of Lancashire, in the summer of 1913, included in their itinerary a visit to Hartford Works which was still, perhaps even more than ever, a showpiece amongst engineering factories of the day.
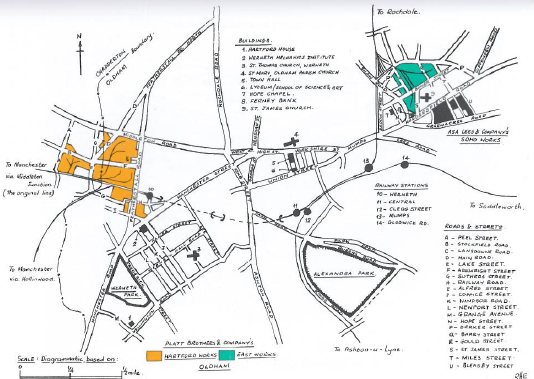
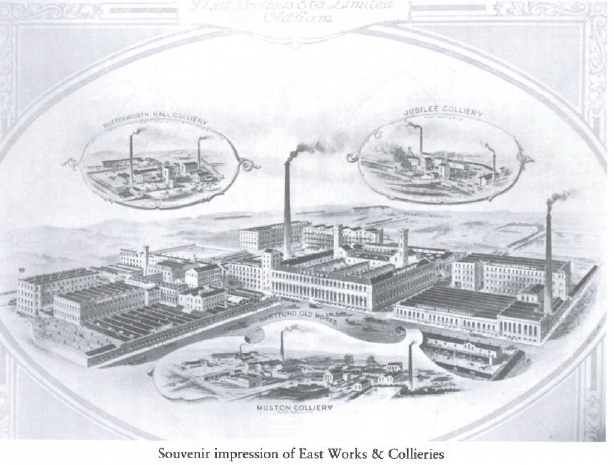

Chapter
X - Evolution — Samuel Radcliffe Platt
Samuel Radcliffe Platt, the second son, was the only one of John Platt’s seven sons to assume outright their father’s mantle in Oldham, both at the Company and in the affairs of the town, a role for which he had been well and knowingly prepared from the time he had completed his formal education. At the time of John Platt’s death Henry Platt, Samuel’s senior by three years, was the only other son to have serious knowledge of the workings of the Company; John Platt had kept him constantly posted on Company matters. Unfortunately the insight the letters concerned gave of the workings of the Company was lost to posterity when the letters were included in paper, gathered up in the estate office at Gorddinog, to be sent for salvage during the second world war. Henry Platt, however, was committed to the profitable Gorddinog estate and to perpetuating the Platt position, which John Platt had firmly created, as a leading Caernarfonshire county family. The other sons because of the form of education they had received and the subsequent style of life they were leading, as country gentlemen, away from Oldham, or by virtue of their absolute youth, were quite unprepared for participation in the executive direction and management of the Company as it had then developed although, in due course, James Edward Platt, the already mentioned sixth son, became a non-executive director of the Company. James Edward Platt, in his earlier days, had kept closer ties with Oldham and Saddleworth. He served on the Oldham Borough Council, as a member for the Werneth Ward, for the years 1882-5. He was, in company with Samuel Radcliffe Platt, one of the councillors on the committee which established the Public Library in Oldham, following on which the valuable Edwin Butterworth manuscript, concerning the history of Oldham, which John Plan had procured and presented to the Lyceum, was transferred to the Library. James Edward Platt was a Justice of the Peace both for Oldham and for Saddleworth. It was he who opened, in 1884, the Grand Bazaar in Delph to raise funds for the new building for the Mechanics institute in that village, when he deputised for Samuel Radcliffe Platt who, on the day, was indisposed. He was the Family’s colourful character, his exploits in the hunting-field — a pursuit he had commenced with the Oldham Harriers but extended all over the country — and in all forms of field sport, including a safari in East Africa, in company with one of his Radcliffe cousins, are recounted in a private publication entitled “The Galloping Major”.
The factors concerning the Family apart, a much more crucial factor had been in play. Senior employees who had devoted their entire energies to the service of the Company and were thoroughly versed in its business had come to expect a stake in its fortunes and direction. John Platt had recognised the need to meet the aspirations of these people if the emergence of a rival concern, in their hands, was to be avoided. It has already been seen that when he and his brother, James, acquired the Hibbert interest they had immediately extended partner ships to three of the Company’s most senior employees and, progressively, John Platt had continued the policy of spreading the ownership so that by 1867, the year before the Company became “Limited”, close on twenty per cent of his shares had passed into the hands of others in the Company. (John Bullough, a competitor of Platt Brothers, based at Accrington, steadfastly ignored such aspirations with the result three of his senior employees — two Tweedales and a Smalley — left him to found a rival concern at Castleton, neat Rochdale, which successfully exploited the Howard & Bullough Company’s know- how). When Platt Brothers was re-formed as a limited liability company, in 1868, it was with a capital of £1 000 000 and by 1876, just four years after John Platt’s death, the shedding of shares by the Family, following the trusteeship established by John Platt’s will, had, under the guidance of Samuel Radcliffe Platt, been at such a momentum its holding had reduced to fifty-nine per cent.

In 1898 a new company was incorporated, with Samuel Radcliffe Platt as the Chairman of the Board of Directors, to take over the earlier (1868) company as a going concern but preserving the name.
Samuel Radcliffe Platt was at the helm of Platt Brothers for thirty of the most momentous years of its existence yet he found the time, as his father and uncle had done before him, to play an important part in the wider affairs of Oldham. He was a magistrate, councillor and Alderman and for the consecutive years, 1887-9, was the Mayor of the Borough. He became the first president of the Oldham Chamber of Commerce after it was founded in 1882, an office he held for a number of years. When Oldham Corporation was gathering its civic regalia he presented the mace, by consensus the centre piece of the set. He maintained John Platt’s keen interest in providing technical education and following the Technical Instruction Acts of 1889 and 1891, supported the arrangement under which the School of Science and Art was to be managed by a committee comprising representatives from the Corporation, School Board and Lyceum Trustees. This arrangement provided for the Corporation to give a sum of money to produce the revenue for a series of annual scholarships, tenable at the School, of which four were to be known as “Sons of John Platt Scholarships” and one to be known as ‘William Richardson Scholarship. William Richardson had been the Vice-chairman of Platt Brothers; he was one of the three senior employees taken into partnership in 1854. When, in 1897, the new technical school was built in Ascroft Street (later to be named Oldham Municipal Technical College Samuel Radcliffe Platt organised the Platt family to donate the machinery for the textile department of the new school, as once before he had done to provide the new building for the School of Science and Art in commemoration of John Platt. Thereafter, Platt Brothers & Company regularly replaced, gratis, the machinery in the College with specimens of its current models; the College was, after all, tantamount to a second showroom. In affairs beyond Oldham, Samuel Radcliffe Platt was Deputy Lieutenant of Lancashire and, in 1897, was High Sheriff of the county.
Sam Platt did not marry until 1884, when he was 38, and had had no inclination to own a country estate preferring, when not needing to be in residence at Werneth Park, to turn to the sea as the place to spend his leisure hours. This he did, often in the Mediterranean, cruising aboard his steam yacht, “Norseman”, a vessel larger than those owned by his brothers and so exquisitely fitted out that it was valued at £30 000. He and James Edward Platt had given strong backing to the construction of the Manchester Ship Canal and it was “Norseman”, with Sam Platt’s fellow directors of the Canal Company on board, which headed the convoy of ships through the canal when it was opened to commercial traffic on New Year’s Day 1894. Later, in the May of that year, when Queen Victoria officially opened the canal, Sam Platt’s yacht was the first vessel in the symbolic procession of ships to pass through Mode Wheel locks. On the fifth of September 1902 Sam Platt died on his yacht which, at the time, was moored at Bangor, he was 57.

With his death the eighty-seven year span of direct involvement by the Platt family in the direction and management of the Company ended, a span which had seen the Company reach its zenith and its ownership re-distributed sensibly both for the Company and the Platt family. Samuel Radcliffe Platt was buried, with his father, in the family tomb in Chadderton Cemetery as was his mother, Alice Platt, just three months later, and, later still, his widow, Helen May (nee Roberts) in 1926. The tomb also carries commemorations of Sam Platt’s two sons who perished in the first world war. The elder, Lieutenant John Rookhurst Platt, fell at Ypres, in 1916, and was buried at Zillebeke. The younger, Maurice Cedric Platt, died in Holland, where he had been interned, from whence his remains were brought and interred in the tomb in 1919.
Chapter XI
- Inter-War Years - Public Company and Merger
During the first world war the
Platt Brothers works were extensively turned over to the making of munitions
though the manufacture of textile machinery did not cease completely. In the
years 1915-18 Mules and Ringframes, comprising just over one and three quarter
million spindles, together with the supporting preparatory machinery were
produced. On the resumption of peace time conditions Platt Brothers advertised
a range of machinery, in keeping with its long tradition, as a truly
comprehensive supplier to the textile industry:
Cotton Ginning Machines — Saw and Roller types. Cotton Opening and
Cleaning Machines and Scutchers (The Blowroom
Machines). Cotton Waste — Breaking and Tearing Machines and
Willows. Cotton Carding Machines. Woollen and Waste Carding Machines — with feeders. Intermediate Feeders and Condensers. Worsted
Carding Machines — with Feeders. Cotton Combers and
Cotton Combing Preparatory Machines. Cotton Drawframes. Worsted Preparatory Machines for both
the English (Bradford) and French systems — Combs and Gill Boxes accordingly. Speedframes (or Flyerframes) for cotton,
worsted and silk waste. Mules and Twiners
for cotton, cotton waste, wool, worsted and silk waste. Ringframes for
Cotton, cotton waste, wool, worsted and silk waste. Chapon Spinning Machines.
Ring Doubling Framc5, including for fancy yarns. Ring and
Flyer Twisters Winding Machines. Reeling Machines,
Warping or Beaming Machines. Sizing Machines.
Power Looms for plain and fancy weaves in cotton, woollen, worsted, linen, jute
and silk and for carpets with allied Setting Frame. Jacquards
and Dobbies. Hydraulic Presses for bundling
yarn and cloth. Cloth Folding and Measuring Machines. Asbestos Machinery for pounding, opening, doubling and weaving.
Replacement Rollers, Spindles, Flyers and sundry other parts.
Also Brickmaking Machinery and Pit Tubs.
Those machines whose functions have not already been outlined, or are not self-evident by name, can be explained as follows: The Willow was a machine for cleaning soft waste, extracted from the main cotton spinning process. The Gill Box was a drawing machine, for worsted, equivalent in purpose to the cotton Drawframe. The Chapon Spinning Machine produced, in a cup device, soft waste weft yarns. The Twiner was a machine, akin to the Mule, for twisting together two or more yarns to form a twine or thread, e.g. sewing cottons. For the same purpose, the Ring Doubling Frame and Ring Twister employed the ring system — as introduced for spinning on the Ringframe — and the Flyer Twister used a rotating arm, ‘flyer’, in a manner similar to the Speedframes. Winding Machines, in various versions, transferred the yarn from the packages made on the spinning machines into forms of packages suitable for subsequent processes, including weft pins for the loom shuttle. Reeling Machines wound yarn into an open layered package (hank) for processes such as dyeing or for the most economic method of direct marketing, e.g. wool hand knitting yarns. Warping or Beaming Machines assembled on a beam (cylinder with flanges) warp yarns for the Loom. Sizing Machines imparted to warp yarns a deposit of paste to protect the yarns from chaffing during weaving. Jacquards and Dobbies were devices fitted to the Loom to govern the weave of the more complex cloth patterns. The ability to offer Brickmaking Machinery resulted from the Company having laid down facilities to manufacture such for its large building programme, mentioned earlier. Pit Tubs, for the similar reason, from first having made these items for the Company’s own collieries.
Business soon seemed to be proceeding as expected and the Company continued to pay a satisfactory dividend which after 1868, when it had transformed into a limited liability company, had averaged annually at a level of between thirteen and fourteen per cent. In 1922 the Company returned its then highest ever profit and in that year the Shares were placed on the Market and Platt Brothers & Company Limited became a public company. When indications of a slump in the Lancashire cotton industry appeared in 1921 no untoward alarm was felt at the Company. The opinion abroad in the county was that even if a slump did occur it would not last for more than five years and meanwhile orders on the Company’s books from customers overseas were healthy and, it was anticipated, had every prospect of remaining so, in fact 1921 saw the greatest ever value of exports of textile machinery of all types. But by the mid-nineteen twenties the fortunes of all the Lancashire cotton textile machinery makers showed a sudden decline which by the end of the decade had reached an alarming degree. In 1927 Platt Brothers, for the first time, failed to pay a dividend and other companies were similarly beset or found they could only pay one which was much reduced. The Lancashire market had virtually dried-up and gave no encouragement for a revival and in the markets overseas gathering competition, on an unprecedented scale, was experienced from Swiss, German, French and Japanese companies. Although textile machinery makers in the USA were not posing the same level of threat in the world markets they had captured their home market. It became accepted that the British cotton textile machinery makers, if they were to survive, had to stop competing against each other and unite in some form of combine or merger. Several proposals were explored before one submitted by Platt Brothers was adopted. To implement the proposal the assistance was invited of Sir Walter Preston, a leading industrialist of the day and a director of J Stone & Company, al Deptford. (The more which marked the first link between Platt and Stone ). The scheme translated from the Platt Brothers’ proposal was put into effect in 1931.
The Merger, as it was termed, required the formation of a new company which was given the name Textile Machinery Makers Limited (TMM). This company was owned by the fraternity of textile machinery makers who had merged, these were Platt Brothers & Company Limited, at Oldham, Asa Lees & Company Limited, at Oldham, Brooks & Doxey Limited, in Manchester, Dobson & Barlow Limited, at Bolton, Howard & Bullough Limited, at Accrington. John Hetherington & Sons Limited, in Manchester, Joseph Hibbert & Company Limited (sizing machine makers) at Darwen and Taylor Wordsworth & Company Limited, at Leeds (an associate company o Platt Brothers engaged in the manufacture of machinery for the early processes of the worsted industry). To TMM the Merger companies sold their textile machinery making assets, but not their other assets. The actual making of the textile machinery was placed in the hands of further new companies which were wholly owned subsidiaries of TMM and termed the ‘Operating Companies’. These Operating Companies took the names of the original companies which had formed the Merger. The original companies themselves, the true companies, the owners of TMM, augmented their names to reflect the position which had come to pass. Platt Brothers & Company Limited became Platt Brothers & Company (Holdings) Limited (the second slight addition to the name after 1854), Asa Lees & Company Limited became Asa Lees & Company (Securities) Limited, Brooks & Doxey Limited became Brooks & Doxey (Securities) Limited, Dobson & Barlow Limited became Dobson & Barlow (Securities) Limited, Howard & Bullough Limited became Howard & Bullough (Securities) Limited and so on. Each of the original companies had an interesting, and some very long, history of their own (which might be told elsewhere) but the events of the Merger continue the story of the textile machinery making business created by Henry Platt in 1815. At the formation of the Merger, Platt Brothers & Company (Holdings) Limited owned forty-six per cent of the shares in TMM but by the outbreak of the second world war it had acquired a controlling interest and, thereafter, advanced to total ownership. The headquarters of TMM was accommodated on the Asa Lees premises at 60 Huddersfield Road, Oldham, and the Registered Office of Platt Brothers & Company (Holdings) Limited was at Hartford Works, Werneth, Oldham. Tweedales & Smalley (1920) Limited (the company had been re-incorporated in 1920) chose not to join the Merger but, in 1934, Platt Brothers, on its own account, acquired the controlling interest in that Company and although it continued to function autonomously the influence of the Merger was brought to bear through Platt Brothers.
Following the formation of the Merger there was no immediate change to profitability, not until 1935 was a small profit made and subsequently a trend towards better profits started to show. The Operating Companies continued to make their, then, line of product machines but which Operating Company’s machines were supplied against specific orders or quoted against specific enquiries was decided at TMM level. To conduct this policy a Central Sales Department was established, with an office in Spring Gardens, in Manchester, manned by expert staff, drawn from the original companies’ previous sales offices, which understood the needs and preferences of the various customers or potential customers. But the growing rewards from the revival in the textile machinery business became masked, particularly after the Munich crisis in 1938, by the introduction into the Operating Companies’ works of the manufacture of munitions and other weapons of war. Platt Brothers, in 1936, had resumed the production of artillery shell cases in the self-contained building, known as the Arsenal, which lay at the top of Suthers Street, a building which had been provided for that purpose in the first world war. During the second world war the millionth shell case produced was sent to Mr Winston Churchill (as he then was) who returned it, suitably inscribed, as a token of his thanks.
Circumstances before the Merger was formed had caused Platt Brothers to effect changes in its manufacturing policies and practices. The steel industry had, during the first world war, so advanced its techniques and structure with the result that the price of steel on the open market rendered steel making by Platt Brothers no longer a viable proposition. Consequently the Forge was closed down and, in due course, the site was cleared to provide a sports ground for the Company’s employees. This comprised a football pitch, bowling greens and tennis courts, also a large pavilion to house a billiard room, dance and concert hail and refreshment bars. A rifle club was formed for which a shooting range was laid down on the site which, during the second world war, proved an invaluable asset to the Company’s own and other detachments of the local Home Guard. First world war requirements had also given rise to advances in the capabilities of machine tools and more and superior types of these were introduced into the Company’s Works. This policy precipitated a dispute, in 1921, with those employees who were members of the Amalgamated Engineering Union (AEU) for precisely the same reason which had been at the root of the dispute in 1851, namely the manning of machine tools. A lock-out of AEU members ensued to enforce the management’s contention that it alone had the prerogative to decide how and by whom machine tools were manned and at the end of thirteen weeks the Union conceded. The economics of the supply of other items had altered, for instance most nuts, bolts and screws, and the Company moved away from its policy of self-sufficiency in everything to one of purchasing such items on the open market. With the closure of the Forge the Company’s need for coal and coke diminished and, as has already been mentioned, milling at Butterworth Hall Colliery, which was the most difficult of the collieries to work, terminated in 1929. In that year the total workforce of the Company had dropped to 12,0OO.
Though trading conditions were difficult, both before and after the formation of the Merger, sight was not lost of the necessity to keep the range of product machines in the highest class through progressive development or by substituting entirely new models when it was apparent these were needed. Greater attention had to be paid to guards and other measures applied to the machines to meet the safety legislation growing in many parts of the world. Machines equipped with electrical controls and driven by their own electric motor, in place of a belt from a lineshaft, were gaining in popularity, for example, these features were contributory to the later of the two models of Ringframe introduced between the first and second world wars. Nasmith, an inventor independent of the textile machinery making companies, had extended the usefulness and economics of the cotton combing process in that the Comber he had invented could process cottons of a much shorter length of fibre than could the Heilmann machine. Platt Brothers, Dobson & Barlow and Hetherington had taken up manufacture of his original model machine and when he was to embark on the development of a new model he was invited to do so at Hartford Works where every facility was put at his disposal. One machine which was sorely wanted was an automatic loom (one in which the supply of weft yarn is changed automatically) for the Platt Brothers ‘Lancashire’ type loom had become completely outclassed and had lost out in markets everywhere. An automatic loom manufactured by the Toyoda Loom Works, in Japan, was proving to be an exceptionally successful machine and Platt Brothers entered into negotiation with that company to obtain rights to manufacture the machine. Japanese technicians arrived at Hartford Works to assist in the laying down of the production plans and plant but the preparations proved to be very protracted with the result the loom never reached commercial production. Nevertheless, Platt Brothers had paid Toyoda some ninety thousand pounds for the patent rights, designs and know-how which moneys were put to found the Toyota motor car company. One project which did prove highly successful for Platt Brothers was the concept of the ‘Single Process Lapping’ system for the Blowroom (although it was not until after the second world war that the full benefits accrued). This system, which might be regarded as an early and simple form of automation, enabled a blended lap (for feeding to the Card) to be prepared without manual intervention, after the bales of cotton had been fed to the line of opening, cleaning and blending machines, until the lap was taken (doffed) from the lap forming position on the scutcher (the manual intervention had been required to effect blending). The sequence of machines incorporated in this system were some of the first to employ electrical controls as an inherent requirement. Dobson & Barlow had become engaged in the manufacture of machines for the production of rayon yarns (artificial silk) which marked the first venture, by a British maker, into machinery for producing ‘man made’ continuous filament textile yarns. An allied machine for producing cellophane film had also been put into manufacture. In the years after the Merger was formed a limited amount of rationalised allocation of the product machines was made amongst the Operating Companies. Platt Brothers ceased to make sizing machines, the manufacture of these being vested in Joseph Hibbert. Mules, now almost confined to woollen spinning, and Reeling Machines (Reels) were allocated to Asa Lees. Hetherington was closed down and its operations absorbed into Hartford Works. Further rationalisation was impeded by the advent of the second world war and not until 1945, when that war was over, could it be pursued with the rigour which was obviously necessary.
In 1935 the last resident of the four mansions in Werneth Park died. This was Dame Sarah Lees who had reached her ninety-third year. She was the daughter-in-law of Eli Lees, one of the four purchasers of the Park. As the Radcliffe and Platt families had abandoned their interests the Lees family had acquired most of the shares in the Park. After Dame Sarah’s death, Miss Marjory Lees, her daughter, with the assistance of her own niece, Mrs Dorothy Macauly, bought the outstanding shares and then presented the Park to Oldham Corporation. In June 1936 the Corporation opened Werneth Park for public recreation.
Chapter XII
- Consolidation and New Approach
It transpired that the impediment to further rationalisation and consolidation of TMM’s loose knit collection of Operating Companies was to last nigh on six years and in that time so disrupted were the textile machinery making facilities in the works of the Operating Companies, in 1945, a virtual fresh start had to be made. In most respects, a fresh start was a blessing in disguise although to accomplish it, in a realistic time, demanded from everyone involved in the planning and implementation an effort of the most supreme order which was devotedly and enthusiastically given. Unlike the pattern of events which had existed in the first world war, when a sizeable amount of textile machinery was manufactured in parallel with munitions, in the second world war, save for the occasional manufacture of textile machines in answer to an essential wartime requirement which could be regarded as ‘war work’) the works of all the Operating Companies were given over, day and night, seven days a week, to the production of a host of various armaments and their supporting services (eg. assembly jigs for Lancaster bomber wings.) Department after department had to be cleared of textile machinery making plant and equipment to receive the plant and equipment which was necessary to make the wartime products. Platt Brothers was allocated the task of renovating machine tools which had been damaged during enemy air raids on industrial areas all over the country, a task which might be seen as a tribute to the engineering abilities of the textile machinery maker for the skills and innovations this work demanded were legion. Platt Brothers was also charged with the running of a training school, on behalf of the Manpower Board, to prepare men and women for service in munitions factories throughout the land. Over eight thousand people passed through the school in the course of the second world war.
The mills, at home and overseas, had been starved of the supply of machinery for six years and replacement machines were needed desperately, so that when the post-war metaphorical gates were opened the orders came flooding through. It was said in those immediate post war years salesmen were not required, all that was necessary was clerks to book orders. In preparation for the post-war boom steps had already been taken before the war had ended to increase the manufacturing capacity of TMM. Several factories which would become surplus at the war’s end were explored, surprisingly the included the Hawker Aircraft factory at Squires Gate, Blackpool. Finally, early in 1945, a ten year lease was taken on a factory in Trafford Park, at Barton in Manchester, in which Ford had been making Rolls Royce aero engines. Initially, this factory was deemed to be a third works of Platt Brothers but, in due course, it was given the status of a separate Operating Company with the name of Platt (Barton) Limited. It had become evident by 1939 that the system which the Central Sales Department and the Operating Companies were working was totally unrealistic, Therefore, one of the earliest actions taken, after the war, was to form a new TMM subsidiary company — Platt Brothers (Sales) Limited — to act as a proper central selling organisation for the textile machinery, in conjunction with a thoroughly rationalised allocation of the various types of machine to the Operating Companies. The principle of the allocation was, henceforward, there was to be only one model of each type of machine manufactured and this by a specific Operating Company.
The allocation made was as follows: Platt Brothers, East Works — cotton Gins and Cards for woollen, worsted, waste and asbestos. Platt Brothers, Hartford Works — cotton Combers and combing preparatory machinery, worsted preparation machinery (French system), Ringframes for woollen, worsted and waste (false twist type). Ring Doublers (including for fancy yarns), Ring Twisters, Spool Axminster Carpet Looms, Setting Frames, and Narrow Fabric Looms. Platt Brothers, Barton Works — cotton Blowroom machinery and cotton Cards (these both transferred from the East Works) and cotton Drawframes (transferred from Howard & Bullough). Brooks & Doxey— waste preparatory machinery and Chapon Spinner. Dobson & Barlow — Speedframes and ‘Nelson’ type viscose rayon spinning machines and allied machines. Howard & Bullough — cotton Ringframes and cotton waste Ringframes (drafting system type), and spindles for all machines on which this item was used, i.e. in addition for fitment on Ringframes of its own manufacture also for fitment on the Ringframes and Ring Doublers and Twisters made at Hartford Works. A self-contained works (Stevenson Street Works), at Accrington, was exclusively devoted to spindle manufacture.
It has been noted that Asa Lees had been allocated the manufacture of Mules and Reels and Joseph Hibbert had become the sole maker of sizing machines. The other types of machine which Platt Brothers had advertised, after the first world war, but which did not figure in the allocations, had been dropped because specialist makers, especially in Switzerland and in the USA, during the second world war, had taken the level of technology of these machines beyond the boundaries which prohibited a sensible attempt by TMM to invest in the development programme necessary to catch up. Looms, too, with the exception of carpet looms and narrow fabric looms, had fallen into an equal situation. No attempt was made to resurrect the Toyoda loom, instead TMM concluded an agreement with the British Northrop Automatic Loom Company, at Blackburn, under which TMM would offer that Company’s loom in certain agreed markets. The Agreement allowed a TMM representative a seat on the Board of Directors of British Northrop but the agreement was short lived as British Northrop itself fell behind the competition. Platt Brothers made, at Hartford Works, two lines of non-textile machinery which had been introduced before the second world war, these were: a range of mechanical clutches which were sold through J H Fenner & Company and Wire Tying Machines, for handing packing cases and similar packages, which were sold through F A Power & Company. In 1945, there occurred a repeat of the situation which had introduced carpet looms into the range of Platt Brothers’ product machines. British Nylon Spinners Limited (a company owned jointly by Courtaulds and ICI) asked Platt Brothers to make a batch of Draw-twisters, to a design it had itself procured in the USA, for the new factory it was establishing, at Pontypool, to process continuous filament nylon yarn. The task was duly accomplished and Platt Brothers’ attention was turned to making further machines for the continuous filament yarn industry. Up-twisters, as well as Down-twisters were developed and included in the product range. At first, the work on these machines was conducted at Hartford Works, but, later, it was transferred to Barton Works when that works was ready to enlarge its field of activity.
When TMM came to restore its works to produce textile machinery many of the machine tools brought in during the second world war, which were much more advanced in their capabilities than those the Operating Companies had possessed previously, were acquired from the appropriate Government department and left in situ or moved to a position where they would provide the best possible service. New machine tools were purchased, as and when they became available under the acutely constrained supply conditions of the early post-war years. The single purpose machine tools, of the Operating Companies’ own designs, were re-furbished and brought back into position or moved according to where the product machines they were designed to serve were allocated. Wartime production methods had taught the Operating Companies the immense benefits of ‘tooling-up’ on a scale far exceeding the one they had practiced in pre-war days, both for manufacturing operations and for inspection operations. Consequently an intense programme was set in motion to provide jigs, tools, fixtures and gauges for the widest number of operations on the component parts of the product machines.
During 1946 TMM re-examined the plans, it had lain before the war, to concentrate research on the textile processes in one closely integrated location as the means to ensure the best possible future lines of product machinery were developed. The outcome was the formation of a separate subsidiary research company which was given the name Textile Machinery Makers (Research) Limited (TMM(R)). A home for the company was found in a former weaving mill at Helmshore, in the Rossendale Valley, which, as a munitions factory during the war, had been labelled Wavell Works. Teams of specialists versed in the disciplines needed to design, build and experiment on the various types of textile machinery were transferred from the Operating Companies. These teams were soon augmented with professional textile technologists and engineers, many recruited directly on graduation, and highly experienced technicians, drawn from within the textile industry itself, to establish one of, if not the, finest complement of some 150 textile and textile machinery experts in the world. These experts had at their disposal the latest types of TMM’s product machines, and a well equipped textile testing laboratory, which were used not only for pure experimental work but also to process samples of the customers’ stock in order to advise the customers how best they could utilise their machinery, already installed in their mills, or to determine for Platt Brothers (Sales) the best possible specifications and combinations of machines to be offered against customers’ enquiries: for new machinery. They had, also, the support of a Technical Information library, containing all the standard works and the latest literature on textile processing and engineering practices and a Patents Department which held, for consultation, copies of all the British and foreign patents bearing on textile processing and engineering. The department also prepared and prosecuted patent applications for inventions made by the experts. Both these departments were staffed with specialists in their own fields. As well, the experts were provided with the findings of the Technical Economy Department which evaluated the technical/economic relationship of new types of processes and machines, both of TMM’s own conception and of those introduced on the market by competitor companies The services of TMM(R) were also available to Tweedales & Smalley and Prince Smith & Stells.
Prince Smith & Stells Limited (PS&S) was a company, at Keighley, formed from an amalgamation of two long established companies (Prince-Smith had been founded as early as 1796) which was engaged in the manufacture of worsted preparatory, spinning and doubling machinery for both the English and French systems. The company was not part of the TMM Merger group of companies but subject to a controlling interest held directly by Platts Brothers & Company (Holdings) Limited, After the interest was acquired, manufacture of worsted machinery ceased at Platt Brothers, except for carding machinery of which PS&S was not a maker, and the Taylor Wordsworth interest was made over to PS&S.
In 1943 intelligence had been received at Oldham that in India there was a growing intention to manufacture cotton textile machinery in that country. Whilst it was felt that such a move could not seriously materialise until the second world war had ended, there were, nevertheless, sufficient pointers to believe one of TMM’s vital markets was in potential jeopardy. Consequently, in the December of that year, a senior director of TMM visited India to assess the position at first hand. He discovered that the basis for the intelligence was well founded and following discussions with various parties in India, each with different ideas on how textile machinery manufacture should proceed, he formulated a scheme whereby TMM and Tweedales & Smalley (for the latter company was equally affected) would best protect their interests. The scheme was for TMM and T&S to join with the Indian mill owners in establishing a company to manufacture cotton spinning machinery at Bombay. In 1946 a delegation from the interested Indian parties visited the UK and the scheme was converted into a company, registered in India, which was named National Machinery Manufacturers Limited (NMM). Under the Agreement governing the relationship of TMM and Tweedales & Smalley (jointly termed the English Companies) with the Indian company, twenty-six per cent of the capital was to be owned by the English Companies, the remainder to be owned by the participating Indian mill companies. The English Companies were to have members on the Board of Directors of NMM one of which, during the formative period of the company, was to be the Managing Director (The Indian practice of Managing Agents was not to apply. Responsibility was to lie with the English Companies to provide much of the equipment and the key staff necessary to set-up the manufacturing plant, and, thereafter, expert staff to manage the manufacturing processes until Indian personnel was adequately trained to take over. The Indian company had the right to use the English Companies’ designs, trade-marks and know how provided the machinery it made displayed this fact. Machinery made under these terms was only to be installed in India.
A substantial factory was built, together with a residential compound for the English Companies’ expert staff and their families, at Kalwe, Thana, some thirty miles up country from Bombay. Ringframes were the first machines to be manufactured, but initially the more precise items, such as spindles, rings and rollers, were supplied from the English Companies but, progressively, these items, too, were made by NMM in extensions which had been made to the original factory. The Agreement was effective for twenty years but by the time termination was reached the product range, at NMM, had not extended beyond Ringframes, Ring Doublers and Cards. An attempt had been made to manufacture Drawframes but this had not been pursued since NMM had preferred to produce, in a sizeable quantity, Ruti looms under an agreement it had concluded with that Swiss Company. Meanwhile, other cotton spinning machinery makers had entered the Indian scene (one particularly successful concern in association with a Swiss company) and NMM’s share of the market had been markedly dented. Moreover, currency regulations, in India, had caused, for the English Companies severe difficulties with the payment of their dividends. The English Companies decided, therefore, not to renew the Agreement and shortly afterwards the interests of all other parties in NMM were sold to one of the founder mill companies. Thus the scheme which had started with such high hopes fizzled out and the Indian market was lost. Foreign currency restrictions also prompted TMM to establish a cotton spinning machinery making company at Cruzeiro in Brazil — Platt dc) Brasil Maquinas Texteis S.A. This company, like NMM, started out on a joint venture basis, but, in time, TMM was able to acquire the shares of the Brazilian partners and, thereafter, it was operated as a wholly owned subsidiary. It brought modest results, chiefly from producing Ringframes, which otherwise would have been lost to TMM.
Licences were granted to concerns in Spain, Portugal and Poland, for those concerns to manufacture certain of the TMM cotton spinning machines, from which, over the years, reasonable revenues were derived.
Chapter
XIII - The Finish of the Welsh Estates – Eric James Walter Platt
Colonel Henry Platt died on the 13 October 1914 at the age of 71. He was succeeded at Gorddinog by his younger son: Eric James Walter Platt. His elder son, Henry John Heylyn Platt, who was unmarried, had been drowned in 1893, at the age of 24, in a swimming accident in Kashmir and had been buried in India. After Eton and Sandhurst, Heylyn Platt had served as a Lieutenant with the 12th Royal Lancers. Colonel Platt was buried in the vault he had had prepared, for himself and his family, at St Bodian the parish church of Abergwyngregyn. His widow, Eleanor, retired, on the £80 000 Settlement which he had provided for her, to Ystrad Hall, Glanystrad in Denbighshire. which had been taken on a lease, where she lived until her death in 1926. In her will, apart from some minor legacies to her Sykes kin and some servants of long standing, she left the Settlement sum to be divided amongst Eric James Walter Platt, her elder daughter: Nesta Mary (Mrs Richards) and the three children of her younger daughter: Gladys Violet Eleanor (Mrs King) who had predeceased her.
Eric James Walter Platt did not experience any part of the Platt metamorphosis, he was born into the world of their firmly created Welsh estates, a world which was to be the scene and centre of his life. He came into that world on the 15 November 1871 at Bron-y-Maen, a superior house, in the heart of Llanfairfechan village, connected with the Bryn-y-Neuadd estate. He was educated at Eton and Cambridge and, in 1895, married, at Woodrooff, County Tipperary, in Ireland, Florence Grace Perry, the fifth daughter of Samuel Perry whose estates were at Woodrooff. They had one daughter: Eneid Mary Eleanor, who married, at Christ Church, Llanfairfechan, William Langdon, an officer in the Royal Air Force, who, soon after the second world war, retired with the rank of Air Commodore. The Langdons had no children. Thus, it had transpired that Eric James Walter Platt was to be the last in the direct line of the textile machinery making branch of Platt family. Later, it was to transpire that he was to be the last to enjoy an estate his grandfather, John Platt, had created with the Victorian air of permanence but which had to be surrendered for reasons John Platt could not have possibly imagined. Neither could John Platt, having had seven sons, have expected that branch of the family to diminish as rapidly as it did. After the losses in the first world war, there were left living, in the male line, in addition to Eric Platt, only one other of his grandsons and one great-grandson: Ernest John Hodder Platt — the elder son of John Platt’s fifth son, John Harold Platt and Charles John Frederick Platt — the grandson of John Platt’s third son, Frederick Platt. Ernest John Hodder Platt was the last member of the family to have connection with the affairs of Oldham when, in 1913, he was under consideration for the Conservative candidacy in the Borough’s Parliamentary by-election which arose in that year. In later life, when he was known as Captain Ernest Platt (he had served with the Coldstream Guards), he retired to live in Jamaica but on his visits ‘home’ he unfailingly asked to make a tour of Hartford Works and, sometimes, stayed with his cousin, Eric Platt, at Gorddinog.
When first married, Eric and Florence Platt resided at Bryn Mel, a house they had taken at Garth Ferry, Anglesey, just across the Menai-Strait from Bangor. In Anglesey, Colonel Henry Platt had acquired and worked a farm, Plas Llechylched, just south of the village of Bryngwran which lies on the main Holyhead road (the A5). This farm he transferred to Eric Platt as a part of his marriage settlement. Eric Platt entered Anglesey county life, he was appointed a county magistrate and in 1907 was High Sheriff of the county. He followed the hounds with enthusiasm and was, for several years, the secretary of the Anglesey Hunt. Horses played an important part in Eric Platt’s life, in addition to the hunters of that era, he owned, over many years, a string of racehorses which ran under National Hunt Rules.

His two most notable successes were when his horses The Rejected IV won the National Hunt Chase at Cheltenham in 1912 (regarded as Cheltenham’s premier steeplechase until the Gold Cup was founded in 1924) and Irish Mail finished second in the wartime substitute Grand National, run at Gatwick, in 1916. In 1914 he had been elected a member of the National Hunt Committee. His colours were black and blue vertical stripes with black cap. During the first world war he was attached to the Imperial Yeomanry and, as a Remount Officer, sought horses for the army over the wide area from Holyhead to Wolverhampton from his base at Shrewsbury. He attained the rank of major and came to be known, locally, as Major Platt for the rest of his life.
When Eric Platt came into the Gorddinog Estate he continued to have it run along the lines his father had instituted. At Madryn Farm, he continued the keen interest in the herd of Welsh Black cattle and the flock of native Welsh sheep. Specimen animals, from both, won innumerable prizes at shows, all over England and Wales, on the strength of which a satisfactory export trade, in sheep especially, was developed to those countries where the breeds had been found to thrive. Of course, there had to be natural evolutionary changes which, in fact, had even begun in his father’s day when early models of Daimler motor cars were introduced as an alternative to the horses and carriages. Soon, Rolls Royce motor cars came to replace the horses and carriages completely and lesser cars — some with dickey seats for the servants — and other motor vehicles superseded traps and floats. Tractors were introduced at Madryn to supplant some of the heavy draught horses, although two teams, at least, of these were always retained. A motor mower was substituted, for the (four legged!) mule drawn mowing machine, for cutting the large expanse of lawn in the Grounds of the House. When, in 1937, the Llanfairfechan Council ran a power line to its western boundary, Eric Platt had electricity installed in all those properties on the Llanfairfechan part of the estate which were in reach of the line. An extension of the line was run to the house, itself— even though it was across the boundary in Abergwyngregyn — to enable modern vacuum cleaners and other electrical appliances to be used, although the lighting continued to be run off the supply from the DC generator which had been installed in Henry Platt’s day.
Certain original additions were made at Gorddinog arising from Eric Platt’s personal interests. His equine leaning coupled with the possession of the hill land allowed him to become a breeder and active supporter of the Welsh Mountain Pony and some of the ponies, too, were shipped overseas with satisfactory returns. At Madryn Farm he built a miniature racing stable to which his racehorses were brought in the summer months (the National Hunt closed season). The horses were accompanied by an acting head lad and other lads from his trainers’ stables who, together with some local men recruited for the season, exercised the horses in certain of the large fields and on the sands of the estate’s foreshore. The nearest approach to a park at Gorddinog was the large field, ‘Cae Front’ which stretched between the Main and Pony drives. In this field, which was secured to prevent them jumping out, the horses were put to graze, when exercise and grooming were over for the day, so that Eric Platt, and many local people and holiday makers as well, could regard them at leisure. Fishing was high in the order of Eric Platt’s other leisure activities and for a part of most summers, between the wars, he would repair to Norway to fish the salmon. Shoots were much enjoyed at Gorddinog since these were always conducted with the greatest of care, mindful ever of the tragedy which had befallen James Platt, Eric Platt’s great uncle, on Saddleworth moor.
In addition to the revenue earning elements of the estate: home farm, the tenanted farms (the farm in Anglesey had been changed to this status) and poultry farm, Eric Platt held wide business interests. He had followed his father as a partner, in the Bangor based, Williams & Company Old Bank, and was one of the partners when that bank amalgamated with Lloyds Bank. He was a director of two newspaper companies — the North Wales Chronicle Company Limited and The Welsh Coast Pioneer Limited. Other interests included the Liverpool & North Wales Steam Ship Company which, in the summer season, operated daily cruises from Liverpool to Llandudno and Menai Bridge and round trips from Llandudno to the Isle of Man. Above all, he had retained a very important shareholding in Platt Brothers & Company. He was, also, a member of the Hartford Trust, a fund, the idea of Samuel Radcliffe Platt, to enable managerial employees of Platt Brothers to gain shares in the Company. These two hereditary interests took him annually to Oldham to attend the Annual General Meeting of the Company and the Meeting of the Trust.
After he had taken up residence at Gorddinog, Eric Platt was appointed a justice of the Peace for Caernarfonshire, an office he was to hold for the rest of his life and during which time he was to graduate to be the senior magistrate on the Bangor Bench. He was made Deputy Lieutenant of Caernarfonshire and in the years of the second world war, when the Lord Lieutenant (Brigadier Wynne Finch) was absent from the County on active service, he discharged the duties of Lord Lieutenant. He maintained the family connection with Christ Church, Llanfairfechan and was, for many years, the Rector’s Warden. He or Florence Platt were patrons and supporters of many organisations, locally and in the County, and the grounds and the ballroom at Gorddinog were frequently loaned as the venue for events to raise funds for charities. During the second world war, when members of the Forces and, later, members of the American forces were stationed nearabouts, the ballroom was, occasionally, allowed to revert to its prime purpose and the experience of dancing on its superbly sprung floor was one many of the dancers had never before enjoyed, especially the jitterbug experts amongst the GIs who, eventually, had to be asked to moderate their artistry as it was proving to be a hit too much for the floor. After ‘D Day’ the ballroom and its ante-rooms were made available as a convalescent annex to the Caernarfonshire & Anglesey Infirmary. But the most memorable event to occur in the ballroom, in the later days, at Gorddinog was, in 1945, when it was ‘borrowed’ by the estate, household and farm staffs to give Eric and Florence Platt a party on the occasion of their golden wedding anniversary.
The second world war brought many enforced changes and upheavals to the estate at Gorddinog, far greater than any which had occurred in the first world war. Chief amongst the changes was the mandatory increase in the use at the Madryn land for arable farming which led Eric Platt, when the opportunity arose, to buy Henfaes Farm, which bordered Madryn on the west, to restore lost pasture and lessen the crowding of the stock. The acquisition of Henfaes meant the Platt lands on the north side of the original Turnpike road — by then numbered A55 - came to have extended, though not at the one time, all the way between the Llanfairfechan and Aber rivers. To increase the milk yield, a small herd of Friesian cattle was introduced alongside the Welsh Blacks. The woodland behind the House had to be felled to meet the ever growing demand for timber, although the exotic trees, now well matured, were exempt. In turn, the saw bench at Madryn, had to be upgraded and the Crossley engine had to be replaced with a more powerful model. Additional farm tractors and other implements had to be obtained to cope with the increased harvests. The larger harvests also caused serious wear and tear to the Main Drive as it had to be used, as a short cut, by the farm wagons to make their more numerous journeys quicker to the stack-yard at Madryn. In the grounds of the House, poultry was kept on certain of the lawns. The demand for scrap metal caused the cutting down of a considerable quantity of the cast iron ornamental railings and chains around the Grounds, much of which had been originally brought amongst the supplies from Oldham.
At the War’s end, work was put in hand to restore the estate, where it was considered desirable and practical, to pre-war conditions. Moreover much of the routine maintenance had had to be shelved, during the war, for want of men or materials, and now called for desperate attention. The ballroom needed to be refurbished after its stint as a hospital ward. The first fruits of the work were beginning to show when, on the 13 October 1946, Eric Platt died suddenly one month short of his seventy-fifth birthday. (A strange coincidence, he died on the same day of the same month as his father). His funeral arrangements consisted of a service at the House, for the members of the Family, before the cortege, in which the coffin was carried on a farm wagon, drawn by Madryn’s most splendid black shire horse, proceeded to the church at Abergwyngregyn for Eric Platt’s internment in the family vault. The services were taken, in part, by the Dean of Bangor, the Archdeacon of Bangor, the Rector of Abergwyngregyn and the Rector and curate of Llanfairfechan. At the church were present the Lord Lieutenant of Caernarfonshire and a wide representation of county people, the estate, household and farm staffs, local people from all walks of life and members of the business communities with which Eric Platt had been associated — Platt Brothers and the Hartford Trust were represented by his cousin, Sir Alan Sykes, Bart. It was a fitting tribute, not only to Eric James Walter Plan personally, but to the last in the line of a family John Platt had established as important and well respected country squires in North Wales.
The absence of a direct heir to Eric Platt not only meant there was not to be a fourth generation Platt as the squire in Llanfairfechan and Abergwyngregyn but his estate was divided between his daughter and his nephew. To his daughter, Eneid Langdon, he left his personal estate but the real estate, which was entailed in the male line descending from Colonel Henry Platt (it will be remembered John Platt had conveyed the Gorddinog estate to Henry Platt) passed to Ronald Douglas King the younger son of Eric Platt’s younger sister, Gladys. The elder son — Henry Maitland King— had been killed whilst serving with the Royal Air Force, during the second world war, and had been buried in the family vault at Aber. The Death Duties, levied by the Labour Government then in power, were at the horrific level of eighty per cent and the necessary devastating proportion of Eric Platt’s assets, in which was included Plas Llechylched, had to be sold to discharge these. To enable Florence Platt to remain at Gorddinog, for the rest of her life, the key enforced option the beneficiaries had to accept was that in order to save Gorddinog, and the income from Madryn Farm and the rest of the estate by which it would be sustained, the shares in Platt Brothers & Company (Holdings) limited, the other prized asset, had to be sacrificed. Florence Platt died in 1955 and no time was lost in offering Gorddinog for sale. The sale was to exclude, pro temp, some odd properties and a small piece of land, adjacent to East Lodge, which had been given over to Eneid Langdon. On the piece of land, Eneid Langdon, whose usual home was in London, built a house, of modest size, to serve as a last link with Llanfairfechan. The disposal of Henfaes Farm was delayed, for came years, as Eric Platt’s will had declared that his farm bailiff was to enjoy the benefit of working that farm, to his own advantage, so long as he might wish. Apart from these deferred elements, the sale of the Gorddinog estate was concluded in 1956. Eneid Langdon made befitting donations of two items from the Platt private possessions. The large portraits of John and Alice Platt, from the main staircase at Gorddinog, she gave to Platt Brothers & Company Limited. (The Company hung them in the entrance hall at Hartford Works). The Family and estates records, which had been kept in the estate office at Gorddinog, she gave to the County Archives at Caernarfon. So did the Platt presence in North Wales finish, a presence, over a span of ninety-nine years, which had left a proud record of benefaction and an indelible mark on the landscape. In formal memory, the presence is preserved in the several stained-glass windows in Christ Church, Llanfairfechan, and in the Church of St. Bodian, Abergwyngregyn.

Chapter XIV
- The Climax of Platt Brothers & Company (Holdings) Ltd
In the late nineteen-forties anxiety was abroad in Oldham and in the other towns where the Operating Companies were located that TMM seemed set on a move to house all its textile machinery making operations in the one factory at Barton. Suspicion was heightened when TMM converted the Barton Works into a separate Operating Company and declared its intention to construct a foundry in Trafford Park. Public meetings were held, in all the towns, to voice objection to any such move and the principal reasons advanced were undeniably sound. Families, on the scale involved, did not wish to leave their home towns, and even if they had had housing conditions, as they stood in that post war era, were incapable of accommodating them in the appropriate quarters or western Manchester and Salford. Daily travel, over the distances involved, would be difficult in the extreme and many would not tolerate it for long. Above all, TMM could not afford to lose the skills and know-how vested in so many members of its workforce who would decline to move or soon abandon the travel.
Matters took a brighter turn, at a meeting in Oldham, when William Reid Hall, a director of Platt Brothers & Company Limited, TMM Limited and, most importantly, Platt Brothers & Company (Holdings) Limited, intimated his sympathy with these views. The weight behind W R Hall’s action was not lost on the people of Oldham. His appointments apart, many were aware he was the grandson of John Platt’s youngest sister, Louisa, and that he and his father, Henry Platt Hall, before him, had been the nearest connection of the Platt family to have participated in the active direction and management of Platt Brothers after Samuel Radcliffe Platt’s death in 1902. Moreover, his personal stake in the Company was far from being a negligible one, particularly as it had come to include those shares which had had to be sold towards meeting Eric Platt’s death duties. (The Hall principal residence was in the Welsh Borders — Pentreheylyn Hall, Montgomery, and their Oldham residence was at ‘Toravon’ a house on Newport Street, Werneth). Anxiety was finally allayed when TMM announced it was not going to renew the lease on the Barton factory and had drawn-up plans for a considerable re-building programme at Hartford Works and, on a lesser scale, at Howard & Bullough’s Globe Works and Dobson & Barlow’s Works at Bradley Fold. The plans also included for an entirely new, additional, building at Helmshore for TMM(R).
Meanwhile, because the volume at which the post war orders had been running was slackening and the business which had been expected to arise from the Cripps Plan (a government scheme to re-equip the Lancashire cotton industry) had not materialised questions were asked in Parliament why this was so) TMM was forced to bring about some retrenchment of its manufacturing capacity. In 1951 the Soho Works of Asa Lees was closed down and its operations absorbed into Hartford Works. Arising from this move, the headquarters of TMM had to be transferred to Hartford Works as well. Just before Christmas 1952, Platt Brothers’ East Works was closed and its operations, too, were absorbed in Hartford Works. So ended the original Hartford Works at Greenacres moor.
Whereas the absorption of Asa Lees had not been difficult to achieve, the types of product machine in question had once been made at Hartford Works, the influx of the woollen and worsted carding machinery from the East Works, which, it will be remembered, called for manufacturing facilities never installed at Hartford Works, caused whole departments, including the foundry, to be suitably prepared. Moreover, the workforce transferred with these machines was large, for instance the Drawing Office at Werneth doubled in size. These closures were soon followed by that of Brooks & Doxey leading to yet another line of machinery, some types of which had previously been made at the East Works, being added to the range manufactured at Hartford Works. When the Barton Factory was finally vacated in 1957, the Blowroom machines and cotton Drawframes had been placed with Howard & Bullough, the cotton Cards with Hartford Works and the continuous filament machines had gone to Dobson & Barlow to join the ‘Nelson’ line of rayon machines.
The foundry at Barton was soon re-opened, as a separate subsidiary company, to make castings for the Operating Companies whose own, out of date, foundries were to be phased out (the Hartford Works foundry was closed in 1959). The foundry at Barton then operated under the name of Howard & Bullough Foundry Limited until, some years later, it was replaced with a new foundry, equipped to the very latest standards, commissioned on the Dobson & Barlow site at Bradley Fold. The new section of Hartford Works was completed in 1957, at a cost of almost one million pounds. The major part, of a total area of some 250 000 square feet, occupied the ground where the sawmills had stood. Gradually, the older multi-storeyed buildings. especially those of the original works of 1844, were demolished. The demolition included the ‘old offices’ which necessitated the part of the former stable block (the last horse had only recently been put out to grass), not already in use as garages and workshops for the, now, motor transport vehicles, be converted into a suite of offices for Platt Brothers & Company Limited. The TMM Offices and the Platt Brothers & Company (Holdings) Limited Offices were in the ‘New Offices’ block, popularly identified, with light hearted reverence, as being ‘under the clock’.
The new building at Helmshore had been opened in the previous year to give an extra working space of 100 000 square feet. Predominantly, this was used to house the lines of product machines on which the processing research and customer stock testing was carried out — complete with a new testing laboratory — and the Technical Information and Patent libraries. The original building was then given over to basic research on fibre manipulation and the design and evaluation of prototype models of newly developed product machines. Also, an enlarged workshop, with a versatile complement of machine tools, to manufacture experimental parts. The new building programme at the Howard & Bullough and Dobson & Barlow works proceeded to completion by the end of the decade. The programme at Howard & Bullough was the larger, costing in the order of £600 000. Compared with the original works of the other Operating Companies, Dobson & Barlow’s works, at Bradley Fold (between Bolton and Radcliffe), was a modern single storeyed complex of buildings into which that company had, from 1906, gradually moved its operations from its previous main works, on Kay Street, in the heart of Bolton. The new building programme at Bradley Fold, consisted of a new office block and an extension to the product machines fitting shops. There were now just the four TMM Operating Companies Platt Brothers & Company Limited, Dobson & Barlow Limited, Howard & Bullough Limited and Joseph Hibbert & Company Limited, all equipped with efficient factories.
The slackening in the volume of orders received by the Platt Brothers & Company (Holdings) Limited group of companies was not due entirely to the slackening demand for textile machinery from the world market place. Whilst it was true, in the early nineteen-fifties, the level of demand from the world market place had reduced, from that which had obtained in the immediate post war years, some of the reduction in orders experienced by the group companies stemmed from the fact that their product machines had become technically less competitive. The demands of the post war boom had been fulfilled with the pre-war models, but the competition, particularly from the Continent, where often a fresh start had had to be made, was beginning to offer machines of a superior design and specification. Consequently a whole-hearted development programme was set in motion throughout the group, the

results of which became available from the mid-decade. Platt Brothers (Sales) Limited was then able to offer for cotton two entirely new designs of Ringframe, a new model of Comber and enhanced features in most of the other machines comprising the Cotton spinning range. For the woollen system it was able to offer two new models of Ringframe, higher performance Feeders for the Cards and an improved model of card Condenser. Tweedales & Smalley had developed an entirely new line of Blowroom Machinery and a novel system for spinning cotton yarns direct from the Drawframe sliver. Prince-Smith & Stells had accomplished a general up-grading of the specifications for its worsted machines and had perfected the revolutionary Raper Autoteveller and Ambler Superdraft systems which were the foundation of the new Bradford System of worsted preparation and spinning. Taylor Wordsworth had introduced new models of machines, with an extended range of uses, for the earlier phases of the worsted process.
In those cases where the development of new machines would have proved too expensive and too prolonged the alternative step was taken to acquire, either outright or under licence to manufacture, models more advanced than those the group possessed. This policy led to the purchase of the Josephy company of Linz, in Austria, which company’s woollen Cards were enjoying a healthy market success. The manufacture of the entire range of Josephy products, along with key members of its technical staff, were transplanted in Oldham. An Agreement was concluded with the Lummus Machine Company, in the USA, to manufacture its range of saw ginning machinery. The Platt Saw Gin had fallen well behind the current specification for these machines because for some years the Platt market for ginning machines had been in those parts of the world where the Roller Gin was needed. However, in some of those parts American type cottons were now being grown and the market there had altered to one for Saw Gins and the, recently developed, allied pre-cleaning machinery which had followed on the advent of the mechanical harvesting of the cotton pods in the USA. The latest Lummus Bale Press was also manufactured under the Agreement. Every opportunity was taken to conclude agreements with inventors, based outside the group, for member companies of the group to manufacture any worthwhile machine or device arising from their inventions and, even, advance the development of such if this became necessary. A pertinent example of this type of agreement was the one concerning a Twister/ Cabler machine which condensed the sequential processes of two machines into that one machine. The policy of acquisition was, moreover, extended to avail the group of an even wider range of product machines. A new company — Parks Cramer (Great Britain) Limited — in which TMM had the controlling interest was formed at Oldham, to manufacture, to the designs of the (American) Parks Cramer Company, mobile automatic cleaning devices for spinning machines and when the (Swiss held) patents for the pneumatic underclearer for spinning machines expired, Parks Cramer (GB) undertook the manufacture of this device too. In due course, that company added to its range of products a system for controlling the atmosphere of the mills’ spinning rooms. Entry into the field of textile dyeing and bleaching machinery was obtained through Platt Brothers (Holdings) purchase of the controlling interest in The Longclose Engineering Company Limited, at Leeds, which soon after acquisition moved into a brand new factory. Yet another company was formed — Textile Mouldings Limited — in conjunction with J & P Coats Limited, Eadie Brothers & Company Limited and Cook & Company to exploit the J & P Coats patents on nylon travellers. The manufacturing plant was housed on the premises of Howard & Bullough at Accrington. (The ‘traveller’, also made in steel and brass, is the device which rotates on the spinning or doubling ring to aid the twisting of the yarn and its winding on the bobbin). It has already been noted that the traffic in licensing agreements was not all one way. In addition to the grant of licences for other concerns to make complete machines of the group companies’ designs, royalty bearing licences were granted to direct competitors to make and use features of the machines protected by patents held by the companies of the group. Especially rewarding returns accrued from licences issued on a new form of spinning ring which was the product of a very fundamental course of research conducted at TMM(R).
Thus, during the nineteen-fifties a very satisfactory upgrading and extension of the product lines of the Platt Brothers (Holdings) group of textile machinery making companies had been achieved. But the rate of technological discovery and understanding of the textile processes, which had become so rapid — due to the work of TMM(R) and the like institutions operated by the competitors —coupled with the ever growing plethora of materials, equipment and techniques issuing from the domains of mechanical and electrical engineering, meant the need to develop the next generation of product machines had become unrelenting. Exhibitions were still an effective way to measure a company’s standing in the market place (though Grand Prix, medals and diplomas were no longer awarded) and these were now mounted on a fixed cyc1e which imposed a strict timetable. The exhibitions organised by the ITMA body (Internationale Textilmaschinen — Ausstellung), occurring every four years, were, by far, the most important and acted as the prime pace setter for the development programmes. Notwithstanding the soundness of its textile machinery making business Plats Brothers (Holdings) deemed it prudent to extend its interest in the manufacture of non-textile machinery. The production of wire tying machines was increased, these now being sold through Package Scaling Company (Export) Limited as well as through F A Power and the manufacture of Sisal Cord Tying Machines was introduced at Hartford Works for sale by Automatic Strapping Machines limited, which company had found a developing market for these machines to bundle newspapers and similar publications as they came off the printing presses. Dobson & Barlow had contracted to make a range of brewery and soft drinks bottle handling and washing machinery on behalf of the Barry-Wehmiller Machinery Company of the USA, the UK subsidiary of which company held manufacturing and selling rights for a large section of the world market. This subsidiary company was owned equally by the US parent company and various parties in the UK. Platt Brothers (Holdings) bought the entire shareholding in the UK hands to guarantee the manufacture of the machinery would be securely maintained at Bradley Fold. To bolster further the non-textile activity Platt Brothers (Holdings) secured a controlling interest in Hayward Tyler & Company Limited, with works at Luton and East Kilbride, manufacturing pumps of various types, Epsylon Industries Limited, with premises at Feltham, to research into and to manufacture electronic recording equipment and, in two stages, bought outright all the ordinary shares in Le Grand, Sutcliff & Gill Limited, with works at Rochester and Southall, manufacturing drilling equipment for the oil and water industries.
In 1957 the financial structure of Platt Brothers & Company (Holdings) Limited was changed. Through a re-organisation of the shares the Capital of the Company was increased from £4 000 000 to £7 250 000, in the course of which exercise the last of the shares, held by minority interests, in TMM, Tweedales & Smalley and Prince Smith and Stella were acquired, making all three companies wholly owned subsidiaries. Shortly afterwards, to rationalise the cotton machinery interests, the Tweedales & Smalley shares were transferred to TMM. Kenneth Preston who had been the Chairman of J Stone & Company from 1943, had, in 1946, succeeded his father, Sir Walter Preston, as the Chairman of Platt Brothers & Company (Holdings) Limited. Although the two companies were financially independent they had, through the person of Kenneth Preston, worked closely in matters of mutual interest, particularly as each company was a large exporter of its products. Moreover, each company had embarked on a programme of diversification and so, in 1958, it was decided to bring the two companies under common ownership and control. The move was effected by Platt Brothers & Company (Holdings) Limited increasing its capital to £11 500 000 to absorb, by way of share allotment and some cash payment, J Stone & Company (Holdings) limited — the name the Stone company had assumed in 1951 following a re-organisation or its structure to mark the move Platt Brothers & Company (Holdings) Limited changed its name to Stone-Platt Industries Limited which was the final name the business created by Henry Platt in 1815 was to bear — except for the substitution of ‘plc’ for ‘limited’ when the law changed. To some people in Oldham, the name ‘Stone-Platt Industries Limited’ was, at first, confusing since they believed a company of that name had been extant from the years of the second world war. In reality, the name ‘Stone-Platt Limited’ had been allocated to a ‘shell’ company in which, the then still Independent, Platt Brothers and Stone were joined to execute a particular form of war work carried out in the, Stone owned, Wallwork company’s works in Oldham. Once the work had been completed the shell company was dissolved.
Chapter
XV - Stone-Platt Industries Limited
After Platt Brothers & Company (Holdings) Limited had changed its name to Stone-Platt Industries Limited the five members of the Board of Directors — K H Preston (later Sir Kenneth) (Chairman), E R Crammond, W R Hall, F R W Preston and A P H Aitken (later Sir Peter) — were joined by three former directors of J Stone & Company (Holdings) Limited - B W Preston, A J S Brown (later Sir Stephen) and P A Peterson. Stone-Platt was structured such that Textile Machinery Makers Limited and J Stone & Company (Holdings) Limited were the two ‘holdings’ subsidiary companies, each controlling its own complement of subsidiaries. Prince-Smith & Stells (with its own subsidiary, Taylor Wordsworth), Longclose Engineering, Hayward Tyler and Epsylon Industries remained direct subsidiaries of Stone-Platt but Le Grand, Sutcliff & Gell was made a subsidiary of J Stone & Company (Holdings) Limited. The capital of the Company, which has been seen was now £11 500 000, was held by some 12 000 shareholders. For administrative purposes Stone Platt was regarded to consist of three divisions: Textile Machinery Division — comprising TMM and its subsidiaries, including the non textile machinery making activities of those of its subsidiaries which were Operating Companies, Prince-Smith & Stells and Longclose Engineering: Mechanical & Electrical Division — essentially consisting of J Stone (Holdings) companies but to which Hayward Tyler and Epsylon Industries were allocated and Marine Division — comprising entirely J Stone (Holdings) companies. Textile Machinery was the largest of the three divisions, regularly contributing in excess of sixty per cent of Stone-Platt’s earnings, and accounting for slightly more than half of Stone-Platt’s total workforce, excluding overseas subsidiaries, of 19 000 people.
In the ensuing years changes inevitably occurred. A fourth division — Pump Division — was formed when further pump making concerns were acquired and to this division Hayward Tyler was transferred. The Mechanical & Electrical Division was split so that the electrical element became a division in its own right and the mechanical element was coupled with the Marine Division, under the extended title Marine & Mechanical Division. Additional companies were purchased when their

products were deemed compatible with or complementary to the Stone-Platt lines of products and allocated to the appropriate holdings subsidiary company and division. Entries were made into other companies, for similar reasons, on an associate basis and, if and when a controlling interest was obtained, these were converted to subsidiary companies and placed in the appropriate division, eg Platt do Brasil. Conversely, original subsidiary companies, eg. Epsylon Industries, and interests in associated companies were sold off if they did not prove to be sufficiently profitable or their products came to be regarded as incompatible with the mainstream product lines of Stone-Platt.
The origins of J Stone & Company (Holdings) Limited lay in events, in 1831, when Josiah Stone, a member of a shipbuilding firm, started his own business to manufacture copper nails, rivets and other fastenings for ships being built on the south side of the River Thames. The business was located at Deptford and, later, its scope was widened to include the manufacture of fittings for railway locomotives. After Josiah Stone died in 1867, the two young men he had taken into partnership — George Preston and John Preston — added to the scope of the business further types of marine and railway equipment. Over the years other forms of mechanical and electrical engineering were undertaken so that by the time J Stone (Holdings) was absorbed by Platt Brothers (Holdings) the group of Stone subsidiary companies was making multifarious products in factories in the UK (chiefly in London, Southern England and the Glasgow area — although there was, at Oldham, the Wallwork factory on Bleasby Street) and certain of the products were also made, in Stone factories, in India, Canada, Australia and South Africa. The products ranged from ships propellers — weighing from fifty tons to a few pounds (great liners such as the ‘Queen Mary’ and ‘Canberra’ were supplied) — and included ships windows, watertight doors, marine air-conditioning units, yachts and cabin cruisers, lighthouse and buoy equipment, foundry equipment, equipment for railway locomotives and rolling stock right down to the original nails, rivets and washers, which items, were supplied in huge quantities to the aircraft and structural engineering industries.
Signs of things to come appeared in the first twelve months after the Company changed its name. The sixty-first annual general meeting of the (1898) Company was held in London and not at Hartford Works, the Registered Office, as had been customary. Shortly, the administrative headquarters was moved from Oldham to London and housed, in the what had been London office of Platt Brothers (Holdings), at 1A Cockspur Street, off Trafalgar Square. Soon it was moved to 25 St. James Street, SW1, to which address the registered office was transferred. With that transfer the shift of the Company’s centre of power,

away from Oldham, was complete. A further move of the Head and Registered offices was made, in 1978, to 10, Grafton Street, W1. In time, the shift from Oldham, the town with which the Company had been incontrovertibly synonymous, applied not only to the Company itself, but even to the Textile Machinery Division.
Chapter
XVI - The Final Era - Platt International, Platt Saco Lowell and Scragg Division
The years between the ITMA Exhibition, at Milan, in the autumn of 1959, and the next in the series, at Hanover in 1963, was a period when a very intensive programme of development was completed on the range of cotton machinery so that, at Hanover, the Platt Brothers (Sales) stand was able to show an extensively improved Card, two revolutionary types of Drawframe, an extensively developed model of the Comber and an entirely new Ringframe. So impressive was the exhibit that a very senior executive member of one of the arch-competitor companies was overheard to say ‘Platts are back in business’. He was right, for over the next few years these machines brought a highly successful reward from the market place, both at home and widely overseas, resulting in the Company receiving several Queen’s Award to Industry. Neither was the woollen machinery neglected for a much more sophisticated Feeder for the Cards and two new models of Ringframe (light and heavy versions) were developed. In the meantime, TMM(R) was pursuing investigations into an automated cotton spinning line which would enable the cotton to proceed from the bales and continue through the process, to the point beyond the Drawframe, without the need for manual attention. A prototype line was installed in a Lancashire mill from which, over an extended period of trials, it was shown that the revolutionary (metred chute) system for feeding the cards direct from the Blowroom machines was immediately viable and, henceforward, became the predominant method for that stage of the cotton spinning process. The remainder of the concept was adjudged to be ‘before its time’ and it was decided it had to be ‘put on ice’. Nevertheless, the concept was acknowledged as a considerable innovation and contributed to the Textile Institute Jubilee Award being given to TMM(R) in recognition of the leading part it had played in the understanding and development of the textile processes and machinery.
The practice of buying into new forms of textile machinery was continued when such action was thought to be necessary. Concern had been caused by a prediction, in textile trade circles, that fabrics knitted from continuous filament yarn would make considerable inroads into the cloth market. Although the Company was not immediately affected, no longer being a maker of looms, it considered the demand for spun yarn could diminish with the consequent detrimental effect on its mainstream spinning machinery business. As a safeguard, the purchase was made of FNF Limited, a maker of warp knitting machines, at Burton-on-Trent. Although the knitting machine made by that company was somewhat obsolescent it did possess a very efficient warp knitting needle manufacturing plant. The needles were a highly consumable item and the replacement business was most lucrative. To avail itself of a modern model of warp knitting machine TMM entered into a licence agreement with the Liba company, of West Germany, to manufacture that company’s Machine. A new subsidiary company - Platt Knitting Machinery Limited - was set-up in the FNF buildings. After some years it was decided to move that subsidiary, with the exception of the needle plant which, as expected, was profitable, to the Dobson & Barlow Works at Bradley Fold. The prediction which had given rise to the warp knitting venture did not materialise, on the scale which had been expected, and the venture turned out to be rather a white elephant. A similar path was followed when fears arose that the tufting method of making carpets would seriously damage the Axminster trade and, with it, the prospects for the Spool Axminster Loom. The Ellinson tufted carpet machinery making concern, at Blackburn, was bought and named Platt-Ellinson Limited. But the shadow cast by the tufting scare passed over much quicker than the shadow cast by warp knitting and Platt-Ellinson fizzled out as a supreme whiter than white elephant. One venture which did prove rewarding was that concerning the Self-twist (ST) system for forming worsted yarns. The system was an invention of the CSIRO research organisation in Australia. Under agreements concluded with CSIRO and its Australian associate — the Repco Company — the Textile Machinery Division obtained selling rights for the system in the UK home market and a range of markets overseas, the licence to manufacture the current models of the machine in its works in England and sanction for adaptations of the system to he explored and developed by TMM(R).
Whereas, in the early nineteen-sixties the Textile Machinery Division had equipped itself with a very competitive line of product machines towards the end of the decade those machines had or were being matched, and in some instances surpassed even, by new models of machines issuing from the competitors, especially from those companies which did not make actual spinning machines, i.e. were specialists in making Blowroom and carding machines. This situation had arisen, primarily, from the amount of the experimental and design resources which had had to be sunk into developing the open-end system of spinning. This system uses a concept of yarn formation, which radically deviates from the conventional spinning system, in that the strand of fibres, on entering the spinning machine, is broken down to the individual fibres it contains to be re-formed as the yam on the inside wall of a fast rotating cup like device (rotor). The form of package into which the yarn is wound is equivalent to that produced on the Winding Machine and an entire process is eliminated, a pressing incentive. Open-end spinning, or Break spinning as it was called originally, was not a new concept, it was one which had been dormant for many years and on which the original patents had expired. In the mid nineteen-sixties it had been revived in Czechoslovakia and the progress achieved by the Czechs was showing every possibility of commercial success. This trend induced consternation, not only at Stone-Platt, but at the headquarters of other makers of spinning machines in the western world and a desperate race was on to avoid being left out. Efforts were forced to be heightened when the Czechs revealed the first commercial embodiment of the concept to coincide with the ITMA Exhibition held at Basle in 1967. In order to ease the heavy demands which open-end spinning was imposing upon it, TMM entered into a consortium agreement with two leading makers of spinning machines, one in Switzerland and one in West Germany, which were likewise afflicted, under which the three companies would pool their technological know-how and collectively protect their patent properties pertinent to open-end spinning. Notwithstanding the pressure imposed by the open-end spinning programme, after 1967, a new wave of development work was put in hand on the traditional range of cotton spinning machinery. The next ITMA Exhibition was due in 1971, at Paris.
Organisational changes were made throughout the nineteen-sixties. The Tweedales & Smalley operations were closed down and the buildings were sold. Apart from some of the Blowroom machines, the manufacture of which was transferred to Howard & Bullough, the line of cotton spinning machinery made by Tweedales & Smalley was dropped. It had always been a duplicate of the line sold through Platt Brothers (Sales) and after T&S had become a wholly owned subsidiary of TMM was in contradiction of the basic policy applying to the allocation of the types of machine to the Operating Companies. The disused Platt Brothers spindle works, which it has been seen stood on the corner of Featherstall and Railway Roads, was demolished in 1964 and on its site an ultra-modern style office building, set in gardens, was erected to replace Platt Brothers (Sales) original offices which had been in the Oxford Mill. Yet, within three years the new building was sold back to the builders and Platt Brothers (Sales) was moved to the Howard & Bullough premises at Accrington. Some quarters in the Company had questioned the wisdom of moving the sales offices away from Oldham. The arguments had been that, irrespective of the Company’s decision to jettison the new building (the reasons given were conflicting and obscure), the sales offices should be re-housed in some part of Hartford Works because the textile world knew the Company as Platt Brothers of Oldham and it would be folly to break the link. Furthermore, Oldham was proximate to Manchester where most of the customers from overseas chose to stay because, often, they had a tight schedule to maintain, with suppliers of other textile mill equipment, in and around Manchester and, thus, Oldham was practical and convenient for them. But from the mid nineteen-sixties an anti Oldham faction in the Textile Machinery Division was making the decisions which mattered. The showrooms at Oldham were closed down, the lines of product machines installed at TMM(R), Helmshore, then being used for showroom demonstration. With the closure of the Oldham showrooms the collection of historic machinery was taken to TMM(R). Later, when the space it occupied was needed for other purposes, the collection was placed, on permanent loan, in the Higher Mill Textile Museum, just a quarter of a mile or so, along Holcombe Road, from the TMM(R) buildings.
The sale of the continuous filament machinery was no longer made through Platt Brothers (Sales), a separate subsidiary company, for that purpose, had been formed at Bradley Fold, under the name Dobson & Barlow Machinery Sales Limited. Similarly, the sale of woollen machinery was placed in the hands of another new subsidiary company — Platt Wool Machinery Sales Limited — which was housed at Hartford Works. The Hibbert Works, at Darwen, was closed down and the manufacture of the sizing machinery was moved to the Dobson & Barlow works where, also, the sale of sizing machines was handled by a further new subsidiary company given the name Platt Sizing Machinery Limited. The change of greatest import was to come, at the end of the decade, when the headquarters of the Textile Machinery Division was transferred from Hartford Works to the premises of TMM(R) at Helmshore. It has been foretold, this change marked the end of Oldham, in any sense, as a centre of power in the Company.
The move of the Textile Machinery Division’s headquarters was the precursor to Stone-Platt re-structuring the Division in 1970. The companies which comprised the Division were consolidated as one single company which was given the name Platt International Limited. The four, now considered branch, manufacturing works were to be used more flexibly than when they were under the control of the TMM Operating Companies and Prince-Smith & Stells, then being devoted almost entirely to the manufacture of the machines which had been allocated to those companies. The works were: Hartford Works, at Oldham, Bradley Fold Works, at Bolton, Globe Works, at Accrington and Burlington Shed, at Keighley. The Sales Offices were to be situated at Accrington for cotton spinning machinery, at Bolton for continuous filament machinery, sizing machinery and knitting machinery and at Keighley for woollen and worsted machinery. The Longclose Engineering Company limited was to be identified as Platt Longclose and remain, at Leeds, as a self-contained sales and manufacturing branch of the new company. The hub of the Company, embracing the head office and research establishment, as had been foreshadowed, was to be at Helmshore. Additionally, the several ranges of power transmission equipment made by Platt Brothers & Company Limited and similar equipment made by Stone-Wallwork Limited (hitherto, part of the Marine & Mechanical Division) were merged in a single enterprise, at Hartford Works, under the name: Platt Power Transmission. The integrated workforce of Platt international Limited was in the order of 6 000 people.
To ensure that the economy of the flexible manufacturing arrangement, which increasingly was utilising computer management techniques and computer controlled (NC) machine tools, and the liaison with the sales offices was the best possible a thorough programme of standardisation, for the design and manufacturing factors and for the marketing specifications for the product machines, was introduced. The urgency for the requirement was further motivated, if deviations were not to creep in which, later, would have to be eradicated at considerable cost, by the ruling, which had been made in 1969, that all new designs for machinery to be made in the Textile Machinery Division would, from that year, be conducted in the metric system of measurement. The ruling was in accordance with the decision, taken under the guidance of the Confederation of British industry (CBI), that nationally, the engineering industry should adopt the metric system to safeguard its stake in the widest world markets. The move to the metric system also prompted the need for Platt International to participate, through the British Standards Institution (BSI), in the work of the International Standards Organisation (ISO), in order to protect its sound and proven technological bases, which had been established, over many long years. for the proportions of its product machines and the form and sizes of the accessories which were used with them, eg. sliver cans and bobbins. There was the danger both these bases could be diluted when transformed into the metric dimensions which the world’s fraternity of textile machinery makers was busily agreeing. Moreover, the single company was able to present a stronger front, not only in the matter of standardisation, but in other, equally important, textile industry wide matters, eg. the formulation of responses to proposed health and safety legislation, which, increasingly, was emanating from the European Commission, in Brussels, and the organisation of the ITMA and like exhibitions. Such matters were transacted through the British Textile Machinery Association (BTMA) of which association Platt International’s forerunners had been individual members since its inception in 1940.
In the early nineteen-seventies the fruits from the development work which had been put in train, after 1967, had become available a cotton Card with novel features, a semi-automated Comber and the first models of the Open-end Spinning Machine had been ready for demonstration at the ITMA Exhibition, at Paris, along with other types of machine, of an older vintage, which had been upgraded. Unhappily the Rovingframe (the Speedframe into which the rest of the series had now been telescoped), despite the upgrading work, had fallen irrevocably behind the models the competition was offering. In an attempt to overtake the competition, in one revolutionary step, much effort and investment were devoted to a project which intended to adopt the ‘ST’ principle for the production of rovings, for both the cotton and the worsted systems, but the results proved disappointing and the project had to be written off. The competitor generally acknowledged to be offering the most advanced Rovingframe was the American company Saco-Lowell Corporation. This company, too, was one of those which now had on offer Drawframes and a cotton Ringframe superior to the Platt models. Also included in its range of product machines were an up to date Ring Doubling Machine and a Ring Twister. Platt had virtually fallen from the Doubler and Twister market due to the antiquity of the design and specification of its machines for that section of the textile trade. When the Maremont Corporation, of Chicago, the parent company of Saco-Lowell, made known it was interested in finding a buyer for its subsidiary company, which as a maker of certain types of cotton textile machinery was quite out of line with Maremont’s mainstream business (automotive parts and equipment), Stone-Platt entered into negotiation which culminated, in July 1973, in Saco-Lowell becoming a Stone-Platt property, pursuant to which the President of Saco-Lowell was invited to join the Board of Directors of Stone-Platt. Although Stone-Platt was to own Saco-Lowell through Stone-Platt Corporation of America, a subsidiary of Stone-Platt’s direct subsidiary Stone-Platt Overseas Holdings Limited, the practical operations of Saco-Lowell were merged with those of Platt International to form an expanded textile machinery division of Stone-Platt. In order for the two constituent companies of the Division to work under a common name Platt International Limited changed its name to Platt Saco Lowell Limited and Saco-Lowell Corporation changed its name to Platt Saco Lowell Corporation. Stone-Platt heralded its acquisition or Saco-Lowell as an event which not only marked the threshold of a promising new era for itself but also as an event which (sic) would prove to be of great benefit to the textile industry.
The company which had become Platt Saco Lowell Corporation had a history dating back to 1813. In that year Francis Cabot Lowell, a young engineer who had been working at the Boston Manufacturing Company, in Waltham, Massachusetts, joined the Waltham Mill to construct cotton spinning machinery for use in that mill; in those days, in the USA, it was the practice for much of the machinery to be constructed by the mills themselves. After some years, when it had been recognised that the Lowell made machines were of a high order, other mills sought a supply from Waltham and so successful did the machinery making business of Waltham Mill become it was separated from the mill business and created a business in its own right which was called Lowell Machine Shops. The business flourished right up to the end of the nineteenth century, particularly in the boom which followed the American Civil War. Yet after the zenith of its success, in the period from 1880 to 1897, its fortunes declined so rapidly that in 1905 it was on the verge of collapse brought about by sheer laziness in the market place. The salvation was rendered from mergers with other engineering concerns. the joint one, in 1912, with the two companies Saco and Pettee Machine Shops, being the foundation from which the company Saco-Lowell Corporation was to grow. Thereafter, the Company’s fortunes followed a path very similar to those which its counterparts in England had experienced: a boom period after the first world war, low fortunes from the mid nineteen-twenties until a slow revival of business from the mid nineteen-thirties to the second world war. In the years following that war the American cotton mills started the migration from New England to the Southern States and Saco Lowell followed. In 1948 a works was put into operation at Sanford, North Carolina, and in 1957, by which time a second works was operating at Jonesboro, North Carolina, Saco-Lowell commissioned a brand new works, at Easley, South Carolina, which provided a floor area of 500 000 square feet. The Research Center (similar in function to the Platt establishment at Helmshore) was opened, in 1959, at Clemson, South Carolina, hut, in 1970, the Center was closed and its activities transferred to the main works at Easley. It was in 1960 that the Maremont Corporation had secured its interest in Saco-Lowell. In Spain, an old established firm of cotton spinning machinery makers, Serra SA., had been acquired by Saco-Lowell for the purpose of manufacturing and selling its own product machines in Europe. This firm was located at Manlleu, some forty miles north of Barcelona. After Saco-Lowell had passed into the hands of Stone-Platt a sizeable extension was added to the works at Easley and the Sandford Works was closed; the Jonesboro works had already been closed before the Stone-Platt acquisition. The Spanish company was renamed Platt Saco Lowell S.A. and allied with Platt Saco Lowell Limited.
The continuous filament branch of the textile industry was in the early nineteen-seventies one in which radical and rapid changes in technology were taking place. Texturising (a crinkling process to cause the continuous filament yarns to be in nature similar to spun yams) figured chief amongst those in vogue and the throwsters were calling for a machine to combine the texturising process and the preceding drawing process in that one machine. This call had spelled danger to the Platt Drawtwisters and, in consequence, a crash development programme had been put in hand to produce a Draw-texturising Machine. A prototype model had been built and following a series of rests, at Helmshore, was on the verge of installation in a mill for evaluation under practical working conditions. However, at that juncture the opportunity arose for Stone-Platt to buy the firm of Ernest Scragg & Sons (Holdings) limited of Macclesfield.
The principal manufacturing subsidiary company of Scragg (Holdings) — Ernest Scragg & Sons Limited — was one of the world’s leading and most experienced makers of continuous filament processing machinery. It had been founded in 1889 and had incorporated the older firm of Swindells, founded in 1878, to make machinery for throwing (twisting) silk, its main works were in Macclesfield itself and at Langley, near Macclesfield, with secondary works at Altrincham and in Oldham (formerly the works of William Bodden & Son limited — spindle makers) where also it operated a foundry. Scragg already had on the market proven Draw-texturising Machines and was well advanced with the development of these. Moreover, Scragg (Holdings) had, through its subsidiary companies in the USA and Hong Kong — Scragg North America Inc. and Scragg Far East Limited — a known and trusted reputation for its machinery in the markets of North America and the Far East. It also offered through a subsidiary company — Abbey Electronics Limited — based at Macclesfield, a line of electronic equipment which could be a useful adjunct to Stone-Platt’s range of products. In 1975, Stone-Platt bought Scragg and, following the pattern which had occurred on the purchase of Saco-Lowell, the Chairman of Scragg (Holdings) was invited to join the Board of Directors of Stone-Platt. The complement of Scragg companies was accorded the status of a separate division of Stone-Platt, with its headquarters remaining at Macclesfield. Upon the acquisition of Scragg, Platt Saco Lowell ceased work on continuous filament machinery. However, Platt Saco Lowell did derive a benefit from the Scragg acquisition because Scragg had made a surprising departure from its traditional line of machinery, when it had ventured into the development an Open-end Spinning Machine. Some prototype machines had been made, one of which, at the time of the acquisition, was undergoing a programme of tests in a Lancashire cotton mill. Another of the machines was taken to the Helmshore research establishment, along with design details and test data, for examination from which an insight into some alternative and novel approaches to open-end spinning were gleaned.
Chapter
XVII - The Sad End
In 1976 Stone-Platt Industries Limited returned a pre-tax profit slightly in excess of £15.5 million pounds, a figure which marked the peak of a steady growth in profits over each of the previous eight years, in parallel with which dividends had increased in every year since 1969. To the outside world, the fortunes of Stone-Platt appeared sound and even when the pre-tax profit dropped to just short of £14.5 million in 1977, to which a hardening in the exchange rate for the pound sterling had contributed, there seemed no reason to question the statement, contained in the Company’s Annual Report for that year, that the Company foresaw continuing growth in the years ahead through its aim to be the world leader in each of its mainstream lines. But to people knowledgeable in the affairs of Plait Saco Lowell Limited the statement had a hollow ring. To these people it was already evident that Platt Saco Lowell Limited, the subsidiary company to which Stone-Platt had entrusted the responsibility to lead the Textile Machinery Division and thus maintain its long renown as the world’s leading maker of textile machinery, had lost the basis to hold the renown and, worse still, was fast approaching the position from which it would never be able to recover it.
From 1978 the sale of Stone-Platt’s mainstream conventional textile machinery fell into serious decline. Granted a world wide recession in the demand for textile machinery had enveloped all the makers but Stone-Platt was, progressively, securing less and less of the business which was available, most disastrously in the, albeit dwindling, Lancashire and other UK home markets. The alarming reason was that an ever growing proportion of the product machinery for which Platt Saco Lowell Limited was responsible was no longer of its traditional high quality because the work to maintain that quality had lost impetus when a preference had been given for the development resources to be devoted to the pursuit of novel machines for exploiting new technologies. Stone Platt was in the lamentable position that its Blowroom machinery was outclassed beyond recall and was reduced to the state, when called to supply such machinery, of having to merchant the products of another maker. Belated attempts started to be made to upgrade certain of the other cotton spinning machines but the exercise proved forlorn because the competitors’ machines were ever improving and the leeway was not properly being made up. The cotton Card was a particular case in point. Platt Saco Lowell Corporation had ceased making Blowroom and carding machines quite some time before it was acquired by Stone-Platt so no help had come from that quarter with better models for those two types of machinery. Furthermore, the attempts to make up the leeway on the superior machines from the competitors were not helped by the fact that no clear cut allocation of the Stone-Platt range of textile machines had been made to mast Saco Lowell Limited and Platt Saco Lowell Corporation, as had been done, in earlier times, amongst the TMM Operating Companies, so that in those instances where certain of the machines were still being made in duplicate the necessary dual development work dissipated the resources and retarded progress all round, particularly when, in turn, both Platt Saco Lowell Limited and Platt Saco Lowell Corporation were charged with designing a new Ringframe. The cotton Comber had provided a peculiar contribution to the loss of business because although the model made by Platt Saco Lowell Corporation was satisfactory in terms of the combing performance it was of the double type (in effect two machines placed back to back on a common support framing), a configuration which found favour with only a limited number of customers, whereas the more popular single type, made by Platt Saco Lowell Limited, did not match the combing performance of the machines available from the best competitors. Added to these shortcomings, the machinery made by Platt Saco Lowell Corporation was still according to the Imperial (inch based) system of measurement and was, on this account, encountering gathering resistance from markets outside the USA, despite being traded profitably within the USA. It will be remembered, it had been recognised, in 1969, for the machinery to be successful in world wide markets it had to be made in metric measure. Apart from the ‘ST machine (which remained on offer), the woollen and worsted machinery, which was entirely a Platt Saco Lowell Limited responsibility, had been so drastically eclipsed that it led to the decision to abandon the manufacture of all the other machines for these fields of textile processing and the consequent closure of Burlington Shed at Keighley. The Axminster carpet loom was axed from the range of product machines made at Hartford Works and enquiries to supply such were turned away.
Concurrent with the falling sales of the mainstream conventional machinery the lack of prospects for the machinery intended to exploit the new technologies was being revealed, Several projects had to be written-off on the grounds of either technical infeasibility or inadequacy. These projects included a machine for imparting to cotton yarns treatment aimed at cheapening the cost of producing a mercerised (lustrous finish) cloth, the open-end spinning of the woo1 fibre and a system for making a pseudo type of Axminster carpet whilst, ironically, the still sought after loom for making the increasingly popular genuine Axminster carpet (especially in growing new markets overseas) had been summarily discarded. Notwithstanding the fact that it was being realised that the open-end spinning of the cotton fibre was to have limited commercial applications, on account of the nature of yarn it produced, the design of another machine was started. In parallel, work commenced to develop a machine for an entirely different form of open-end spinning. In this machine, instead of a cupped rotor, a pair of rollers was to be used between which the freed fibres were injected to be twisted by the frictional action of the rollers, it was identified as ‘friction spinning’. As time advanced, this project came to absorb more and more of the development resources, particularly as it was the intention to incorporate sophisticated automation equipment in the machine.
A still further factor was contributing to the fast declining fortunes of Platt Saco Lowell Limited. Its markets now having become virtually confined to those countries of the developing world where ‘turnkey projects’ (contracts to erect and commission complete mills on a ‘green-field’ site were in demand - in which the, now inferior, product machinery could be included in the supplies — Platt Saco Lowell, to secure such projects, had been obliged to offer financial terms of low reward and, even then, sometimes, had had to bear the additional costs of the offices of an expensive freelance agent to secure the projects at all. Yet these projects started to be abandoned or never to materialise, as unforeseen difficulties arose in the countries concerned, and the machinery intended for them was left on Platt Saco Lowell’s hands. This machinery had to be stored in rented warehouse space, pending the discovery of another customer, and, in the course of time, the machinery involved came to exceed a value of more than twelve million pounds. Moreover, South Korea, a country in which the textile machinery makers had been enjoying a firm and rewarding market, had reached the stage when it wished to manufacture the machinery itself. In a repeat of earlier ventures, stemming from such a wish, Platt Saco Lowell Limited had invested, with a Korean partner, in a company, which was called Samwhan-Platt Limited, located in the hinterland of Pusan, but it had proven hard to get the company into proper production and satisfactory returns were still awaited. Amounting from the combination of these adverse factors it was not to be wondered that in 1979 Plait Saco Lowell Limited made the awful loss of £6 million and in the next year followed this loss with a worse loss of £7 million.
In 1978 Stone-Platt’s pre-tax profit had reduced to £9.5 million. As the declining fortunes of Platt Saco Lowell Limited were affecting the finances of the parent company so too were the less buoyant trading fortunes of some of the companies in the other divisions; the market for marine equipment, especially, was very depressed. In 1979 when the loss incurred by Platt Saco Lowell Limited impacted on the consolidated accounts Stone Platt reported a loss of almost £3 million. In an attempt to minimise the encumbrance posed by Platt Saco Lowell Limited it was decided one of its three works would have to put to a more rewarding use or, if this was not possible, be closed down and sold off. The prospects for transferring to Hartford Works the manufacturing activities carried out in a Stone factory at Deptford were examined but were found to be impractical and reluctantly Hartford Works was sold to the Oldham Borough Council. This course was announced in the spring of 1980, but the evacuation of the Works dragged on until the turn of the year, partly due to a protest strike which lasted some seven weeks. Thus, a very sad stage had been reached in the life of the Platt creations and Oldham generally, no longer would textile machinery be made within the walls of Hartford Works. Happily, Platt activity was not to end completely in Hartford Works for that part of the building which housed the Platt Power Transmission business was leased back and its operations continued in that part. The disposal of Hartford Works cost the jobs of some 600 people. But the possible loss of their jobs had become a constant feature in the lives of the members of the Platt Saco Lowell workforce. The closure of the Bradley Fold Works, at Bolton and the curtailment of activities at Helmshore together with regular crops of redundancies at the Globe Works, at Accrington, reduced the workforce of Platt Saco Lowell Limited from the 3 000, or so, at which it had stood, after the main activity a Hartford Works had ceased, to a mere 1 200 at the beginning of 1982.
Stone-Platt Industries Limited had borrowed from thirteen different banks, based in the UK and overseas, moneys which aggregated £30 million and when, in 1979, Stone-Platt incurred the loss of almost £3 million the Banks showed concern. The loans from the various banks had been tied together with ‘cross-default’ clauses which meant that a default on anyone of the loans automatically triggered defaults on all the loans and the repayment (the entire £30 million became due immediately. In April 1980 it was discovered, as a result of what was accepted as an accidental oversight in the Stone-Platt head office, in London, this dire situation had occurred. Stone-Platt, as an insolvent company, was trading illegally, an offence which immediately attracts the attention of the Official Receiver. The assistance of the Bank of England was needed to rectify the ensuing financial mess. The rectification was duly accomplished but with more stringent impositions on Stone-Platt than previously. The loans were re-scheduled and, along with the overdraft facilities, were to carry a higher rate of interest and were to be available only until January 1982. Stone-Platt was obliged to raise ready money which it obtained from the sale of the Pump Division and the Marine & Mechanical Division. It was mooted the headquarters building, at 10 Grafton Street, W1, to which, it has been mentioned, the Company moved in 1978, would have to be relinquished, since, to run this lavishly equipped building had incurred an annual charge of the best part of one million pounds but a decision was left outstanding. In the short period from the April to the mid-summer of 1980 it had become abundantly clear that the actions which had been taken were nowhere near sufficient to extricate Stone-Platt from its troubles; to prepare the two Divisions for sale had, in itself, cost several million pounds. It was evident fresh capital was needed in the Company to restore the debt to equity ratio to realistic proportions. The Bank of England and Stone-Platt’s merchant bankers — Hill Samuel — were asked to prepare a sound rescue plan for the Company in which the institutional shareholders had confirmed their willingness to participate. Eventually, in 1980 Stone-Platt lost slightly over £5.5 million.
Stone-Platt’s troubles had become more than financial for the City’s confidence in the management of the Company had reached a low ebb. The Shares, which not long before had been priced at over 130 pence, had fallen into the teens of pence. Before the scheduled retirement of the Chairman of the Board of Directors Sir Geoffrey Hawkings) the Bank had, privately, expressed their unease with his designated successor, with the result, at the due time, an alternative new chairman had to be found from outside the ranks of the Company. This new Chairman Leslie Pincott, most recently, the chairman of the (about to be disbanded) Prices & Incomes Board — took office in November 1980 and immediately set to work to prepare the Company‘s ground for the implementation of the rescue plan which was expected to be published in the following January. He made changes in the duties of some of the executive directors and others in the upper echelons of the management team and introduced a deputy chairman, who had had no previous connection with the Company, whose brief included a fresh examination of the state of affairs in the Textile Machinery Division. Two executive directors departed, with ‘golden handshakes’, one of whom had been responsible for the affairs of Platt Saco Lowell Limited and, by definition, the entire Textile Machinery Division. Arrangements were concluded with the thirteen banks which allowed the loans to be confined to just four of their number Midland (Stone-Platt’s principal bankers), National Westminster, Barclay’s and Williams & Glyn’s. The rescue plan consisted of an injection of £10 million in new capital by the institutional shareholders and the agreement of the Banks to increase the loans to £40 million of which £25 million had to be repaid in the five years after grant. The foundation for the rescue plan was Stone-Platt’s forecast that it would break-even during 1981. But as that year wore on it became apparent that the forecast would be far from met, losses in the first half of the year had reached three and a half million pounds and the only resort open to Stone-Platt was to sell more of its assets. At the beginning of 1982 negotiations were well advanced to sell the mainstream cotton machinery elements-resting in Platt Saco Lowell Limited, Platt Saco Lowell Corporation, Platt Saco Lowell S.A. and the interest in Samwhan-Platt Limited, to sell and immediately lease back the factory at Crawley, the home of the Electrical Division and to sell the former Scragg factory at Altrincham which by then housed the Barry Wehmiller operations. The sale of these assets was expected to yield sufficient funds to allow the borrowings to be cut to almost half. More over, the institutional shareholders had indicated their willingness to inject still more capital into the Company but the necessary moneys could not be made available until the autumn of 1982. Meanwhile, the debt on the Banks was not lessening and no prospects were showing for this to occur when suddenly the Banks’ patiences snapped. On the 1l March 1982 the Chairman of Stone-Platt was summoned to an interview with the general manager of the Midland Bank, which bank was acting as the lead bank for the four banks concerned. He was told unless Stone-Platt could find new capital forthwith the Midland Bank would appoint a receiver. The Chairman of Stone-Platt was quite unable to comply with the Midland Bank’s ultimatum. At 10.30 am on Thursday the 18 March 1982 the doors and gates of every Stone-Platt premises were shut, a receiver had taken possession of the affairs of Stone-Platt Industries plc. In such a sad manner did the end come to the company which had evolved from the business created, one hundred and sixty seven years before, by Henry Platt in Saddleworth.
Postscript
On the fatal day, of the 18 March 1982, the Board of Directors of Stone-Platt Industries plc of which there had been an entire change of members since 1958) released a Press Announcement — timed at 10.30 am. — wherein were outlined the steps the Board, with the concurrence of the institutional shareholders, had been taking, from the October of 1981, to protect the future of the Company. It went on to state that the steps had not met with the satisfaction of the Banks and the Board had had no alternative to a receiver being appointed. It has to be noted that even had the steps been permitted to proceed it would have meant that the Company would have consisted of little more than the Electrical and Scragg Divisions, certainly no longer would it have been a maker of mainstream textile machinery. As early as the 28 May 1982, the Receiver informed the shareholders of Stone-Platt that the affairs of their company were such that, already, it was apparent there was no possibility of funds becoming available for them, neither would they receive any Report nor accounts for the year 1981. Inexorably, the Receiver proceeded with his task which he accomplished by way of a piecemeal realisation of the Company’s assets.
Author’s
Background
The author was born at Llanfairfechan in the nineteen twenties. His father was the Agent to the Platt estates in North Wales and the author’s boyhood home was on those estates. In 1945 he joined Platt Brothers & Company Limited in Oldham. He spent his working life with the Platt group of companies, in various technical and administrative capacities, until the group came to a sad end in 1982. During his working life, apart from the period he was abroad, he lived in Oldham and Saddleworth. His wife is a native of Saddleworth — with some Platt blood in her veins. His son was born in Oldham, his daughter in Saddleworth. Oldham is the birthplace of his five grandsons.
This book, now out of print, was digitised in 2015 by William Bridge, the great, great, great grandson of Henry Platt, who founded the company 200 years ago.